 English
English Arabic
Arabic
























ریخته گری در ایران توسط شرکت های متعددی انجام می شود و طیف گسترده ای از خدمات مانند ریخته گری فولاد و چدن، آلومینیوم و آلیاژهای خاص ارائه می گردد. شرکت آوانگارد با بیش از دو دهه تجربه و مهندسین فارغ التحصیل از دانشگاه های برتر ایران و کانادا و با بهره گیری از تجهیزات پیشرفته و تجربه تخصصی در خدمات ریخته گری قطعات صنعتی، مهندسی معکوس، مدل سازی و تأمین مواد اولیه ریخته گری، یکی از پیشگامان این صنعت در ایران محسوب می شود. انتخاب روش مناسب ریخته گری و استفاده از مواد اولیه با کیفیت، تأثیر زیادی در کاهش هزینه ها و افزایش دوام و عملکرد قطعات تولیدی دارد.
ریخته گری (Casting) یکی از مهم ترین روش های تولید قطعات فلزی است که در صنایع مختلفی مانند خودروسازی، ماشین آلات راه سازی و تجهیزات صنعتی کاربرد دارد. این فرآیند شامل مراحل ریخته گری از جمله طراحی مدل، قالب گیری، ذوب و ذوب ریزی و جداسازی قطعه است. کارگاه های ریخته گری نقش مهمی در تولید قطعات سفارشی دارند و روش های متعددی مانند ریخته گری چدن ، ریخته گری آلومینیوم در قالب فلزی، ریخته گری کوبشی و ریخته گری دقیق برای تولید قطعات خاص مورد استفاده قرار می گیرند. از جمله روش های پرکاربرد می توان به ریخته گری گریز از مرکز، ریخته گری پیوسته ، ریخته گری دایکاست ، ریخته گری مدرن، ریخته گری سانتریفیوژ و ریخته گری ماسه ای اشاره کرد.
در فرآیند ریخته گری قطعات چدنی خودرو، ریخته گری چدن نشکن، ریخته گری فولاد و چدن و ریخته گری آلومینیوم خشک، انتخاب کوره ریخته گری (کوره ریخته گری چدن، کوره ریخته گری آلومینیوم و…) و استفاده از نوع بوته ریخته گری (انواع بوته ریخته گری یا پاتیل ریخته گری مانند بوته ریخته گری آلومینیوم و…) اهمیت زیادی دارد. همچنین، ریخته گری تزریقی، ریخته گری دوغابی، ریخته گری مداوم، ریخته گری ثقلی، ریخته گری ریژه و ریخته گری شیرآلات صنایع نفت و گاز در تولید قطعات با دقت بالا کاربرد دارد.
شرکت های ذوب و ریخته گری با ارائه خدمات ریخته گری آلومینیوم، خدمات ریخته گری دقیق و مدل سازی ریخته گری، قطعات صنعتی مورد نیاز را تولید می کنند. در این میان، کارخانه ریخته گری چدن و کارگاه ریخته گری آلومینیوم از جمله واحدهای تولیدی مهم در این صنعت محسوب می شوند. در انتخاب مواد و فرایند، توجه به عیوب ریخته گری ضروری است. همچنین، استفاده از پودر ریخته گری، گچ ریخته گری، ماهیچه ریخته گری تأثیر بسزایی در کیفیت قطعه نهایی دارد. ساخت بوته ریخته گری، خرید قالب ریخته گری و انتخاب ماهیچه در ریخته گری، از دیگر مواردی هستند که جهت سفارش در تولید قطعات دقیق و مقاوم اهمیت دارند.
با آوانگارد همراه باشید تا در این مقاله به بررسی جزئیات صنعت ریخته گری پرداخته و پاسخ دهیم که ریخته گری چیست و چه نقشی در صنایع مختلف دارد.
آشنایی با صنعت ریخته گری
ریخته گری یکی از قدیمی ترین فرآیندهای تولید شناخته شده توسط بشر است که به طور گسترده در صنایع مختلف به کار می رود. این فرآیند شامل ریختن فلز مذاب درون قالبی مقاوم به حرارت (دیرگداز) با حفره ای به شکل قطعه موردنظر است. پس از ریخته شدن فلز، مذاب به مرور حرارت خود را از دست داده و منجمد می شود. پس از انجماد و خنک شدن کامل، قطعه تولیدشده از قالب خارج می شود.
در بسیاری از موارد، قطعات ریخته گری شده در صنایع ماشین و قالب نیاز به عملیات ماشین کاری دارند تا کیفیت سطحی آن ها بهبود یابد و دقت ابعادی افزایش پیدا کند. بااین حال، امروزه فرآیندهای ریخته گری دقیق (Precision Casting) توسعه یافته اند که امکان تولید قطعات با تلورانس های بسیار دقیق و حداقل نیاز به ماشین کاری را فراهم می کنند.
مزایا و محدودیت های ریخته گری
یکی از مهم ترین مزایای ریخته گری این است که ماده اولیه در یک فرآیند واحد، مستقیماً به شکل موردنظر تبدیل می شود. در بیشتر موارد، ضایعات تولیدی نیز به سادگی حذف شده و قابلیت بازیافت دارند.
با استفاده از این روش، می توان قطعاتی از جنس فلزات آهنی و غیرآهنی تولید کرد. علاوه بر این، تجهیزات موردنیاز برای اجرای فرآیند ریخته گری نسبتاً ساده و کم هزینه هستند. ریخته گری قادر است قطعاتی با ابعاد بسیار کوچک (چند گرم) تا قطعاتی بسیار بزرگ با وزن چندین تن را تولید کند. از آنجایی که فلز مذاب درون قالب از تمام جهات به صورت یکنواخت سرد می شود، معمولاً هیچ گونه جهت گیری ترجیحی در خواص مکانیکی و متالورژیکی قطعه وجود ندارد. همچنین، این روش در مقایسه با برخی دیگر از روش های تولید مانند فورجینگ (Forging) و ماشین کاری، سرعت بالاتری دارد.
بااین حال، ریخته گری دارای برخی محدودیت ها نیز هست. دقت ابعادی و کیفیت سطحی بسیاری از قطعات تولیدی در برخی موارد مطلوب نیست. همچنین، خواص متالورژیکی و مکانیکی قطعات ریخته گری شده معمولاً پایین تر از قطعاتی است که در حالت جامد شکل داده شده اند. برخی محصولات مانند ورق های نازک و لوله های با قطر کم را نیز نمی توان از طریق ریخته گری تولید کرد.
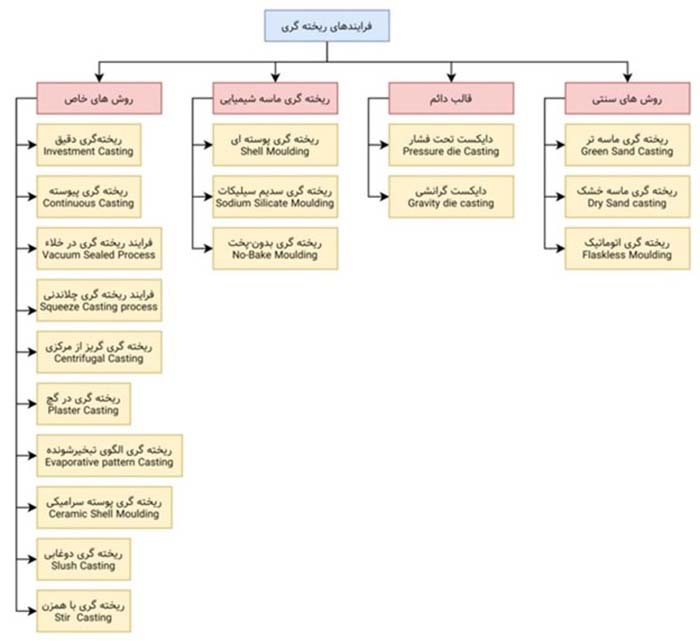
با توجه به جنس و عمر قالب، فرآیندهای ریخته گری به دو دسته کلی تقسیم می شوند:
- ریخته گری در قالب های دائم (Permanent Mold Casting): قالب هایی که امکان استفاده مکرر دارند.
- ریخته گری در قالب های موقت (Expendable Mold Casting): قالب هایی که پس از هر بار ریخته گری نیاز به جایگزینی دارند.
فرآیندهای ریخته گری در قالب های دائم شامل:
- ریخته گری در قالب های فلزی (Metal Mold Casting)
- ریخته گری در قالب های گرافیتی (Graphite Mold Casting)
- ریخته گری تحت فشار( (Die Casting دایکاست
- ریخته گری گریز از مرکز (Centrifugal Casting)
ریخته گری در قالب های موقت شامل فرآیندهای زیر است:
- ریخته گری در ماسه (Sand Casting)
- ریخته گری دقیق (Investment Casting)
- ریخته گری پوسته ای (Shell Molding)
- ریخته گری در قالب گچی (Plaster Mold Casting)
ریخته گری در قالب های موقت
- ریخته گری در ماسه
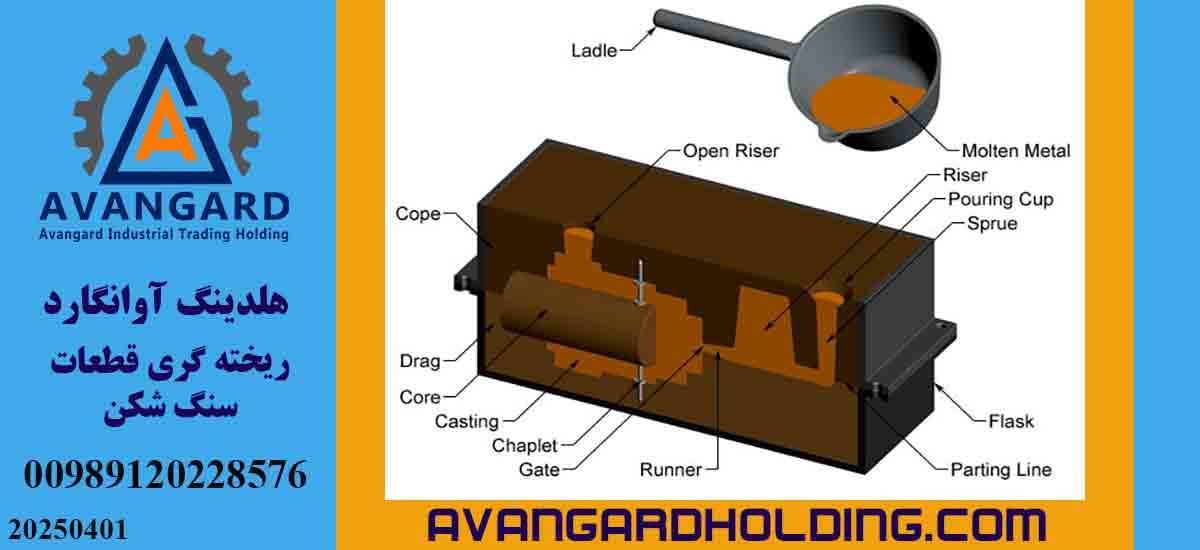
فرآیند ریخته گری در ماسه به این صورت انجام می شود که ابتدا با استفاده از مدلی که تا حد امکان به شکل نهایی قطعه نزدیک است، حفره ای درون ماسه ایجاد می شود. سپس فلز مذاب از طریق راهگاه ها و کانال های بارریز به داخل این حفره ریخته می شود. پس از انجماد و سرد شدن کامل، ماسه های اطراف قطعه کنار زده شده و قطعه از قالب خارج می شود.
در ادامه، سطح قطعه تمیز شده و بخش های اضافی مانند راهگاه ها و تغذیه ها برش داده می شوند تا قطعه نهایی به دست آید.
مراحل قالب گیری در ریخته گری ماسه ای
مرحله اول:
برای قالب گیری ماسه ای، از دو قطعه فلزی حلقه ای شکل از جنس آلومینیوم یا اهن که توخالی هستند، استفاده می شود. این قطعات که به آن ها درجه گفته می شود، در ابعاد مختلف به صورت جفت در بازار موجودند. هر جفت درجه به گونه ای طراحی شده اند که با استفاده از پین های مخصوص، به راحتی روی یکدیگر قرار گیرند و هم راستا شوند.
مرحله دوم:
در این مرحله، درجه زیرین را به صورت وارونه روی تخته قالب گیری قرار می دهیم. سپس مدل را در مرکز درجه قرار می دهیم، به گونه ای که سطح صاف آن (که معمولاً دارای سوراخی است تا بتوان مدل را به راحتی با یک میله از ماسه خارج کرد) روی تخته قالب گیری قرار بگیرد.
برای جلوگیری از چسبندگی بیش از حد ماسه به مدل، مقداری پودر تالک روی آن پاشیده می شود. سپس ماسه را اطراف مدل ریخته و هم زمان با کوبه (Rammer) فشرده می کنیم. پس از پر شدن سطح درجه از ماسه، به مرحله سوم می رویم.
مرحله سوم:
در این مرحله، مجموعه درجه و تخته قالب گیری را برمی گردانیم تا کف درجه روی زمین قرار گیرد. سپس درجه رویی را روی درجه پایینی قرار داده و آن ها را به صورت دقیق جفت می کنیم. در ادامه، یک لوله راهگاه درون درجه بالایی تعبیه کرده و سپس ماسه را درون آن می ریزیم. هم زمان با افزودن ماسه، آن را فشرده می کنیم تا سطح درجه کاملاً پر شود. پس از آن، ماسه های اضافی را از سطح درجه بالایی حذف کرده و آن را صاف می کنیم. سپس لوله راهگاه را از درون ماسه بیرون می کشیم.
مرحله چهارم:
در این مرحله، درجه رویی را به آرامی از روی درجه پایینی بلند کرده و آن را به صورت وارونه روی زمین قرار می دهیم. سپس مدل را از درون درجه پایینی خارج کرده و ماسه قالب را با حرارت خشک می کنیم. در پایان، درجه ها را مجدداً روی هم جفت کرده و آن ها را در جای مخصوص خود قرار می دهیم تا هنگام ذوب ریزی (Pouring) از موقعیت خود جابه جا نشوند.
بدین ترتیب، قالب ریخته گری آماده شده و آماده دریافت فلز مذاب می باشد.
مدل سازی در ریخته گری
اولین مرحله در ساخت و تهیه یک قطعه به روش ریخته گری، مدل سازی آن قطعه است. مدل در واقع یک نسخه مشابه از قطعه نهایی است که با انجام برخی اصلاحات، برای فرآیند ریخته گری آماده می شود.

اصلاحاتی که روی مدل انجام می شود، شامل موارد زیر است:
اصلاحات انقباضی در مدل سازی
تمامی فلزات هنگام ریخته گری (Casting) دچار کاهش حجم (Shrinkage) و انقباض (Contraction) می شوند. در فرآیند ریخته گری، دو نوع انقباض وجود دارد:
- انقباض در حالت مذاب (Liquid Shrinkage):
هنگامی که فلز از حالت مذاب به جامد تبدیل می شود، مقداری از حجم آن کاهش می یابد. این نوع کاهش حجم با تغذیه گذاری (Riser Placement) جبران می شود تا از ایجاد حفرات انقباضی (Shrinkage Cavities) جلوگیری شود. - انقباض در حالت جامد (Solid Shrinkage):
پس از انجماد، فلز در اثر کاهش دما و سرد شدن همچنان دچار انقباض می شود. این انقباض در تمام جهات یکسان بوده و باعث کاهش ابعاد نهایی قطعه می شود.
| درصد انقباض تئوری و عملی فلزات در فرایند ریخته گری | ||
| جنس فلز | درصد انقباض تئوری | درصد انقباض عملی |
| چدن با گرافیت ورقه ای (خاکستری) | 1 | 0.5-1.3 |
| چدن با گرافیت کروی بدون عملیات حرارتی | 1.2 | 0.8-2 |
| چدن با گرافیت کروی با عملیات حرارتی | 0.5 | 0-0.8 |
| چدن تمپر سفید (GTW) | 1.6 | 1-2 |
| چدن تمپر سیاه (GTS) | 0.5 | 0-1.5 |
| فولاد ریختگی | 2 | 1.5-2.5 |
| فولاد سخت منگنزدار | 2.3 | 2.3-2.8 |
| آلومینیوم – آلیاژهای ریختگی | 1.2 | 0.8-1.5 |
| منیزیم – آلیاژ ریختگی | 1.2 | 1-1.5 |
| قطعه ریختگی مس (الکترولیت) | 1.9 | 1.5-2.1 |
| آلیاژ مس و قلع (برنز) | 1.5 | 0.8-2 |
| آلیاژ مس – قلع و روی | 1.3 | 0.8-1.6 |
| آلیاژ مس و روی (برنج) | 1.2 | 0.8-1.8 |
| برنج مخصوص | 2 | 1.8-2.3 |
| برنز آلومینیوم چند عنصری | 2.1 | 1.9-2.3 |
| آلیاژهای روی | 1.3 | 1.1-1.5 |
| آلیاژ سرب – قلع (بابیت) | 0.5 | 0.4-0.6 |
حتی اگر با استفاده از تغذیه گذاری مناسب بتوان انقباض در حالت مذاب را کنترل کرد، باز هم پس از سرد شدن، قطعه نهایی کوچک تر از اندازه واقعی خود خواهد شد. برای جبران این کاهش ابعاد، مدل ساز (Patternmaker) با توجه به ضریب انقباض فلز (Shrinkage Allowance)، مدل را بزرگ تر از ابعاد واقعی طراحی می کند تا پس از سرد شدن قطعه، به اندازه دقیق موردنظر برسد.
این مقدار اضافه شده به ابعاد مدل، “اضافه مجاز انقباض (Shrinkage Allowance)” نامیده می شود.
با توجه به اینکه ضریب انقباض (Shrinkage Factor) هر فلز مقدار ثابتی است، محاسبه اضافه مجاز انقباض (Shrinkage Allowance) به سادگی امکان پذیر است.
برای این کار، کافی است ضریب انقباض فلز را در ابعاد قطعه نهایی ضرب کرده و مقدار حاصل را به تمامی ابعاد مدل اضافه کنیم.
شیب مجاز در مدل سازی
برای خروج آسان مدل از درون ماسه بدون اینکه دیواره قالب آسیب ببیند، معمولاً سطوح عمودی مدل را به صورت شیبدار طراحی می کنند. این شیب از سطح جدایش شروع می شود و معمولاً سطوح خارجی مدل نسبت به سطوح داخلی شیب بیشتری دارند.
مقدار شیب مجاز بستگی به پیچیدگی قطعه دارد و با توجه به این که قطعه چقدر پیچیده یا ساده باشد، میزان شیب می تواند تغییر کند.
| مقادیر شیب معمول در مدل سازی ریخته گری با توجه به جنس مدل | ||
| جنس مدل | شیب داخلی (درجه) | شیب خارجی (درجه) |
| چوب | 0.5-3 | 0.25-3 |
| فلز | 0.5-3 | 0.35-1.5 |
| پلاستیک | 0.35-2.25 | 0.25-1 |
اصلاحات ماشین کاری در مدل سازی
با توجه به اینکه اکثر قطعات ریخته گری شده در ماسه دارای کیفیت سطحی پایین هستند، در مواردی که پس از سرویس دهی نیاز به کیفیت سطحی بالا باشد، مدلساز باید توجه داشته باشد که هنگام ساخت مدل، ابعاد مدل را بزرگتر در نظر بگیرد تا پس از ماشین کاری قطعه، به ابعاد واقعی و موردنظر برسد.
همچنین باید توجه داشت که سطح فلزات آهنی پس از ریخته گری معمولاً اکسید می شود و پس از تولید، نیاز به تمیزکاری دارد.
مقدار اضافه مجاز که به یک مدل افزوده می شود، به کیفیت سطحی مورد نیاز، نوع و اندازه ذرات ماسه ریخته گری و جنس قطعه ریخته گری بستگی دارد.
ضریب لقی در مدل سازی
قبل از خارج کردن مدل از درون ماسه، معمولاً مدل را مقداری درون ماسه تکان می دهند تا قالب کشاده شود و چسبندگی ماسه به مدل از بین برود. این فرآیند باعث می شود که ابعاد قالب کمی بزرگتر شود و این تغییر در ابعاد نهایی قطعه نیز تأثیر خواهد گذاشت.
برای حل این مشکل، باید ابعاد مدل را کمی کوچک تر در نظر گرفت. البته این روش ممکن است دقیق نباشد، زیرا میزان لقی بستگی به مهارت و دقت قالب ساز در ساخت و جابجایی قطعه دارد.
ضریب اعوجاج در مدل سازی
هنگامی که فلزات کاملاً منجمد می شوند، ممکن است برخی قسمت های قطعه که ضعیف تر هستند، تاب بردارند. این مشکل معمولاً در قسمت هایی از قطعه بیشتر رخ می دهد که ضخامت آن قسمت نسبت به طولش بسیار کم است (مقاطع نازک).
به همین دلیل، گاهی اوقات لازم است که مقاطع نازک را تقویت کنیم. این کار به معنای افزودن ضخامت به قطعه است تا از تاب برداشتن و تغییر شکل قطعه جلوگیری شود و در عین حال، بتوان از قسمت های ضخیم تر، مقاطع صحیح را برای ماشین کاری استفاده کرد.
مواد مدل در مدل سازی
معمولاً مدل ها از چوب، فلز و پلاستیک ساخته می شوند. اما چوب در بین این مواد، بیشترین کاربرد را به عنوان مواد مدلسازی دارد.
مزایای استفاده از چوب در مدل سازی
- کم بودن وزن
- قابل دسترس بودن
- شکل دهی آسان
- ارزان بودن
با این حال، چوب یک عیب بزرگ دارد که استفاده از آن را محدود می کند و آن این است که چوب در اثر جذب رطوبت باد کرده و تغییر ابعاد می دهد. البته با استفاده از پوشش مناسب می توان تا حدی از این مشکل جلوگیری کرد، اما به طور کلی معمولاً استفاده از چوب در مدلسازی زمانی مقرون به صرفه است که تیراژ تولید پایین باشد یا هدف از ریخته گری، تولید یک قطعه بزرگ باشد.
انتخاب مواد مدل در مدل سازی
انتخاب مواد مدل بستگی به چند عامل دارد:
- اندازه قطعه ریخته شده
- تیراژ تولید
- دقت ابعادی مورد نیاز
برای ریخته گری قطعات بسیار کوچک، ممکن است استفاده از چوب تنها راه عملی باشد. اما در تیراژهای تولید بالا، به دلیل استفاده مکرر از مدل، سطح آن خراب می شود. در چنین مواردی، استفاده از مواد مدل دیگر مقرون به صرفه تر است.
به دلیل عمر و دوام قالب های فلزی، کیفیت سطحی خوب و دقت ابعادی نزدیک به قطعه نهایی، امروزه از مدل های فلزی به وفور برای ریخته گری در تیراژ بالا استفاده می شود. بیشتر از آلومینیوم و فلزات سفید به عنوان مدل استفاده می شود، چرا که هم شکل پذیری خوبی دارند و هم سبک وزن هستند و مقاومت به خوردگی بالایی دارند.
*البته از فلزات آهنی نیز به عنوان مدل استفاده می شود.
*امروزه از پلاستیک نیز به عنوان مواد مدل استفاده می شود. از نظر وزنی تفاوت چندانی با آلومینیوم ندارد، کیفیت سطحی خوب، شکل پذیری آسان و دقت ابعادی خوب دارد و به همین دلیل در بسیاری از موارد استفاده می شود.
انواع مدل های ریخته گری
با توجه به پیچیدگی قطعات و تعداد دفعات ریخته گری، نوع مدل متفاوت خواهد بود.
مدل یک تکه
مدل یک تکه ساده ترین و ارزان ترین نوع مدل است. همانطور که از نامش پیداست، تمامی اجزای مدل به صورت یکپارچه ساخته می شود. این گونه مدل ها معمولاً زمانی ساخته می شوند که هدف از ریخته گری قطعات ساده باشد.
ضمن اینکه قطعات بزرگ تر را با این گونه مدل ها قالب گیری نمی کنند. گاهی اوقات، این مدل ها به عنوان مدل اولیه برای ساخت مدل های اصلی کاربرد دارند. ساخت این مدل ها نیاز به مهارت فراوان مدلساز دارد و هنگام قالب گیری نیز باید از تخته قالب گیری استفاده شود.
مدل دو تکه
برای تولید تعداد قابل توجهی قطعه با شکل نسبتاً پیچیده، از مدل دو تکه استفاده می شود. در این صورت کافی است مدل را به گونه ای به دو قسمت تقسیم کنیم که وجه مشترک دو قسمت مدل بر سطح جداشده قالب منطبق گردد، که این کار باعث افزایش سرعت قالب گیری نیز می شود.
وقتی با مدل های دو تکه عمل قالب گیری را انجام دهیم، یکی از دو جز مدل فضای خالی در قسمت بالا و دیگری در قسمت پایین ایجاد می کند. برای انطباق صحیح دو قسمت قالب، در هنگام کارکردن قسمت بالایی، میخ هایی که بر روی درجه بالایی قرار دارند، در سوراخ های متناظر خود در قسمت پایین قالب قرار می گیرند.
مدل صفحه ای
در ماشین های قالب گیری به منظور تهیه تعداد زیادی قطعه و افزایش سرعت قالب گیری، از مدل های صفحه ای استفاده می شود. در این نوع مدل ها، دو قسمت بالایی یا پایینی مدل بر دو طرف یک صفحه چوبی یا فلزی نصب شده اند که دارای بوش یا سوراخ هایی است که با میخ های درجه قالب گیری جفت می شود.
در این صورت، سیستم راهگاهی نیز بر روی خود صفحه باید نصب شوند. گاهی اوقات با هر بار قالب گیری می توان بیش از یک قطعه را تولید نمود و در صورت لزوم، تکیه گاه های ماهیچه نیز در مدل صفحه ای منظور می گردد.
در مواردی که حجم تولید زیاد باشد یا قطعات مورد نظر خیلی بزرگ باشند، قرار دادن هر یک از دو نیمه مدل بر روی یک صفحه مجزا باعث تسریع در امر تولید می شود.
مدل جداشدنی
برای تهیه قطعات پیچیده که امکان خروج آن ها از درون قالب با مشکل مواجه می شود، نیاز به استفاده از مدل های چندتکه یا جداشدنی ضروری می گردد. در این نوع مدل ها، مدل از چند جز تشکیل شده است که توسط میخ یا شیاره ای مورب به یک قسمت اصلی متصل می شوند.
هنگام خروج مدل از قالب، ابتدا قسمت اصلی مدل از درون قالب خارج می شود و سپس قسمت های جداشدنی از یکدیگر جدا شده و خارج می گردند.
مواد قالب گیری در ریخته گری
مخلوط قالب گیری از دو یا چند جز تشکیل دهنده برای تهیه قالب های موقت استفاده می شود. جز اصلی تشکیل دهنده مخلوط معمولاً یک ماده دیرگداز مانند ماسه است. برای ایجاد اتصال بین ذرات ماسه از یک چسب استفاده می شود که بر حسب روش و نوع قالب گیری فرق می کند.
مواد دیگری نیز برای تکمیل کار و به منظور کسب خواص ویژه به مخلوط اضافه می شوند که از میان آن ها می توان به آب، آرد، نفت سیاه، گرافیت، خاک چوب و غیره اشاره نمود.
با توجه به روش های مختلف استفاده از مخلوط قالب گیری، انواع مختلفی از ماسه برای قالب گیری به کار می رود:
- ماسه تر (روش تر)
- ماسه خشک
- ماسه پوسته خشک
قالبگیری با ماسه تر
اکثر قالب گیری ها در ماسه از نوع “ماسه تر” می باشد که مواد قالب گیری شامل ماسه، خاک رس، آب و مواد افزودنی دیگر است. چون مخلوط قالب گیری به صورت مرطوب مورد استفاده قرار می گیرد، به این نام خوانده می شود.
با این روش، هم فلزات آهنی و هم فلزات غیرآهنی قابل تولید هستند. ماسه تر قابلیت کاربرد در قالب گیری دستی و ماشینی را دارد.
مزایای روش ماسه تر:
- ارزان تر از روش های دیگر: این روش هزینه کمتری نسبت به سایر روش ها دارد.
- اعوجاج و ترکیدگی کمتر قالب نسبت به روش خشک: به دلیل استفاده از مخلوط مرطوب، احتمال ترکیدگی و انحراف کمتر است.
- درجه ها به آسانی قابلیت استفاده دارند: فرآیند آماده سازی درجه ها و قالب ها ساده تر است.
- دقت ابعادی بهتر نسبت به روش خشک: دقت ابعادی در این روش نسبت به ماسه خشک بالاتر است.
- کمترین خطر پارگی گرم برای قطعه: احتمال ایجاد مشکلات در هنگام انجماد قطعه، مانند پارگی، بسیار کم است.
معایب روش ماسه تر:
- کنترل ماسه سخت تر از روش خشک: در این روش، کنترل کیفیت ماسه و ترکیب آن دشوارتر است.
- ساییدگی قالب در ریخته گری قطعات بزرگ افزایش می یابد: در هنگام تولید قطعات بزرگ، احتمال افزایش ساییدگی قالب وجود دارد.
- کاهش دقت ابعادی در قطعات بزرگ: دقت ابعادی در قطعات بزرگ تر ممکن است کاهش یابد.
- در تولید قطعات سنگین وزن، کیفیت سطح قطعه پایین می آید: هنگام تولید قطعات سنگین، سطح قطعه ممکن است از کیفیت مطلوب برخوردار نباشد.
قالب گیری خشک (روش خشک)
قالب های بزرگ معمولاً به روش خشک تهیه می شوند. در این روش، قبل از استفاده، باید قالب ها را درون کوره یا با استفاده از مشعل خشک کرد تا رطوبت آن ها خارج شود. البته قالب هایی که تا عمق 13 میلی متر هم خشک شده اند، به عنوان قالب های خشک محسوب می شوند.
برای خشک کردن قالب ها، کافی است آن ها را در دمای 150-175 درجه سانتی گراد به مدت 8-38 ساعت حرارت دهند. انتخاب دما و زمان خشک سازی بستگی به نوع ماسه و ضخامت قالب دارد که باید برای خشک شدن و استحکام لازم تنظیم شود.
کاربرد:
ماسه خشک معمولاً به جای ماسه تر در ریخته گری قطعات متوسط تا بزرگ استفاده می شود.
مزایای قالب گیری خشک:
- استحکام بیشتر و قابلیت حمل آسان: قالب های خشک دارای استحکام بالاتری هستند و به راحتی قابل حمل می باشند.
- دقت ابعادی بهتر: قالب های خشک دقت ابعادی بهتری نسبت به ماسه تر دارند.
- کیفیت سطحی بالاتر: این روش باعث تولید قطعات با کیفیت سطحی بالاتری می شود.
معایب قالب گیری خشک:
- حساسیت بیشتر قطعات نسبت به پارگی گرم: قالب های خشک معمولاً حساس تر به پارگی و کرم زدگی هستند.
- اعوجاج و پیچیدگی بیشتر: این روش ممکن است باعث بروز اعوجاج و پیچیدگی بیشتر در قطعات شود.
- نیاز به تعداد بیشتر درجه ها برای تولید قطعات یکسان: برای تولید تعداد زیادی قطعه یکسان، نیاز به درجه های بیشتری نسبت به روش تر خواهد بود.
قالب گیری پوسته خشک: قالب های پوسته خشک به این صورت هستند که دیواره های قالب با استفاده از مشعل گرم می شوند. این روش برای زمانی که ترکیب خواص سطحی ماسه خشک و قابلیت فروریزی ماسه تر مدنظر باشد، استفاده می شود. در مواردی که تجهیزات لازم برای گرم کردن قالب ها موجود نباشد، از روش ماسه تر استفاده می شود.
این نوع قالب گیری در موقعیت هایی که نیاز به دقت بالا در سطح و خصوصیات قالب است، کاربرد دارد.
قالب گیری با ماسه های دیگر:
در این روش، از ماسه هایی با ترکیبات خاص استفاده می شود که به قالب گیری ویژگی های خاصی می بخشند. این دسته شامل موارد زیر می شود:
- قالب گیری یوسته ای: در این روش، از ترکیب خاصی از ماسه و مواد افزودنی استفاده می شود که موجب ایجاد ویژگی های خاصی در قالب می شود.
- قالب گیری با گاز دی اکسید کربن: در این نوع قالب گیری، گاز دی اکسید کربن برای ایجاد تغییرات در ساختار ماسه و سخت کردن آن استفاده می شود. این فرآیند معمولاً باعث بهبود استحکام و دقت ابعادی قالب می شود.
- قالب گیری با سیمان: در این روش، از سیمان به عنوان ماده اتصال دهنده در ترکیب با ماسه استفاده می شود تا قالب ها استحکام بیشتری پیدا کنند. این روش معمولاً برای تولید قالب های بزرگتر و مقاوم تر کاربرد دارد.
تمامی این روش ها معمولاً از اصلاحات و پیشرفت های روش قالب گیری با ماسه خشک ناشی شده اند که مزایای بیشتری در زمینه دقت ابعادی، استحکام و قابلیت استفاده مجدد ارائه می دهند.
مزایای قالب گیری با ماسه های دیگر:
- کاهش حرکت ماسه: ماسه ها کمتر حرکت می کنند، که باعث کاهش وزن قالب و راحت تر شدن حمل و نقل آن می شود.
- بدون نیاز به درجه: می توان قالب گیری را بدون نیاز به درجه انجام داد، که این ویژگی می تواند در شرایط خاص یا در مواقعی که تجهیزات درجه سازی در دسترس نیست، مفید باشد.
- سرعت تولید بالا: این روش به دلیل ویژگی های خاص مواد و فرآیند قالب گیری، سرعت تولید بالایی دارد.
- دقت ابعادی بالا: دقت ابعادی در این روش نسبت به روش های سنتی مانند قالب گیری با ماسه تر بالاتر است.
این مزایا باعث می شود که روش های قالب گیری با ماسه های دیگر برای تولید قطعات دقیق و سریع تر از روش های قدیمی مورد استفاده قرار گیرند.
معایب قالب گیری با ماسه های دیگر:
- یکبار مصرف: قالب های ساخته شده به این روش معمولاً یکبار مصرف هستند و پس از استفاده باید از نو ساخته شوند. این ویژگی می تواند هزینه های تولید را افزایش دهد.
- نگهداری محدود مواد قالب گیری: مواد قالب گیری قبل از استفاده نمی توانند برای مدت طولانی ذخیره شوند، که باعث محدودیت هایی در فرآیندهای تولید با فاصله زمانی می شود. این امر ممکن است نیاز به برنامه ریزی دقیق تری برای نگهداری مواد داشته باشد.
این معایب می توانند در برخی شرایط استفاده از این روش را محدود کنند، به ویژه زمانی که نیاز به تولید تعداد زیادی قطعه یا ذخیره سازی مواد برای مدت زمان طولانی باشد.
انواع ماسه:
ماسه هایی که برای فرآیندهای قالب گیری در ماسه استفاده می شوند، به دو نوع کلی تقسیم می شوند:
- ماسه چسبدار طبیعی (ماسه انباشته):
- این نوع ماسه دارای حدود 20 درصد خاک رس است.
- ممکن است مقدار کمی مواد آلی مانند سیلیس، میکا، یا نمک های سدیمی در آن وجود داشته باشد.
- برای استفاده از این ماسه، کافی است آب به مقدار کافی به آن اضافه شود.
- این ماسه برای ریخته گری فلزات با نقطه ذوب پایین مانند آلومینیوم، برنز و برنج مناسب است.
- اما برای ریخته گری فلزات آهنی کاربرد ندارد.
- ماسه مصنوعی (ماسه دریایی):
- این ماسه از یک ماسه پایه ساخته می شود.
- ماسه پایه معمولاً سیلیسی، زیرکنی، اولیوین یا ماسه کرومیتی است.
- خاک رس به عنوان ماده چسبنده به ماسه پایه اضافه می شود.
- این نوع ماسه بیشتر برای ریخته گری فلزات آهنی که نقطه ذوب بالاتری دارند، مناسب است.
نکات مهم:
- ماسه طبیعی معمولاً برای فلزاتی با نقطه ذوب پایین استفاده می شود، در حالی که ماسه مصنوعی بیشتر برای فلزات آهنی و سایر فلزات با نقطه ذوب بالاتر کاربرد دارد.
عامل چسبنده ماسه ریخته گری:
در صنعت ریخته گری، خاک رس بیشتر به عنوان عامل چسبنده در قالب گیری ماسه ای استفاده می شود و از تجزیه سنگ های معدنی تولید می گردد. این نوع خاک بر اساس ترکیبات شیمیایی اش به سه دسته اصلی تقسیم می شود:
- بنتونیت:
- یکی از انواع خاک رس است که خود به دو نوع اصلی تقسیم می شود:
- بنتونیت غربی (سدیمی): دارای ویژگی های خاصی از جمله جذب بالای آب.
- بنتونیت جنوبی (کلسیمی): استحکام بالاتری دارد، اما استحکام داغ و خشک آن پایین تر است.
- یکی از انواع خاک رس است که خود به دو نوع اصلی تقسیم می شود:
- کائولین: نوع دیگری از خاک رس که در صنعت ریخته گری استفاده می شود.
- ایلیت: خاک رس دیگری که کاربردهای خاص خود را دارد.
نکات مهم:
- برای استفاده از خاک رس در قالب گیری، باید به آن آب اضافه کرد تا چسبندگی لازم را فراهم کند. این آب همچنین موجب افزایش شکل پذیری ماسه می شود، که برای تولید قالب های دقیق و مقاوم ضروری است.
خواص لازم برای ماسه ریخته گری:
- استحکام تر مناسب:
- پس از آنکه ماسه با آب و ماده چسبنده مخلوط شد، ماسه تر حاصل می شود. ماسه تر باید استحکام کافی و شکل پذیری مناسب برای ساخت و نگهداری قالب را داشته باشد. این ویژگی باعث می شود که قالب به درستی شکل گیرد و در برابر فشار و حرارت ناشی از فرایند ریخته گری مقاوم باشد.
- استحکام خشک کافی:
- هنگامی که مذاب داخل قالب ریخته می شود، ماسه با فلز داغ تماس پیدا می کند و رطوبت آن به سرعت تبخیر می شود. در این حالت، ماسه خشک فراهم می شود که باید استحکام کافی برای مقاومت در برابر فرسایش و همچنین استحکام کافی در برابر فشار متال استاتیکی مذاب داشته باشد. در غیر این صورت، قالب اندازه و ابعاد خود را از دست خواهد داد و احتمال تغییر شکل یا تخریب قالب افزایش می یابد.
- استحکام گرم:
- پس از آنکه رطوبت قالب تبخیر شد، لازم است که ماسه در دمای بالاتر از محیط (بیش از 100 درجه سانتی گراد) استحکام خود را حفظ کند. در غیر این صورت، احتمال شکستن قالب یا ساییدگی قالب هنگام ریختن مذاب وجود دارد. این ویژگی برای جلوگیری از آسیب به قالب و حفظ شکل صحیح آن در برابر دمای بالا و فشار مذاب ضروری است.
- نفوذپذیری:
- قابلیت عبور گاز از میان ذرات یک مخلوط را نفوذپذیری می نامند. این ویژگی برای خروج گازهای حاصل از واکنش های شیمیایی و تبخیر رطوبت از داخل قالب حین ریختن مذاب ضروری است تا از ایجاد حباب یا عیوب سطحی در قطعه جلوگیری شود.
- پایداری حرارتی:
- زمانی که فلز مذاب ریخته می شود، دمای بالای آن باعث انبساط سریع سطح ماسه در داخل فضاهای مشترک فلز و قالب می شود. در این شرایط، قالب باید در برابر شوک حرارتی مقاوم باشد تا از ایجاد ترک یا افزایش ابعاد قالب جلوگیری شود.
- دیرگدازی:
- برای دماهای بالای ریخته گری، ماسه باید دیرگدازی بالایی داشته باشد تا از ماسه سوزی، زیترشدن یا نفوذ مذاب به داخل ماسه قالب جلوگیری کند. این ویژگی برای حفظ دوام قالب و جلوگیری از آسیب به آن تحت دمای بالا ضروری است.
- قابلیت شکل پذیری:
- ماسه باید قابلیت شکل پذیری مناسبی داشته باشد تا بتوان آن را به راحتی در قالب های پیچیده و با جزئیات دقیق ریخته گری کرد. این ویژگی به مدل ساز کمک می کند تا قالب های با شکل های پیچیده و ظریف را به طور دقیق تولید کند.
- تولید قطعات با کیفیت سطحی خوب:
- ماسه باید توانایی ایجاد سطح صاف و با کیفیت برای قطعات تولیدی داشته باشد. این ویژگی به کاهش نیاز به عملیات تکمیلی (مانند سمباده کاری) و بهبود کیفیت نهایی قطعات کمک می کند.
- قابلیت فرو ریختن و متلاشی شدن:
- ماسه باید بعد از ریخته گری به راحتی از قطعه جدا شود. این ویژگی از آن جهت اهمیت دارد که ماسه نباید به قطعه چسبیده و باعث آسیب به آن شود.
- قابلیت استفاده مجدد:
- ماسه باید قابلیت استفاده مجدد را داشته باشد، به این معنی که پس از استفاده در ریخته گری، بتوان آن را تمیز کرده و دوباره برای تولید قالب های جدید به کار برد. این ویژگی به صرفه جویی در هزینه ها و منابع کمک می کند.
- سهولت تهیه و کنترل ماسه:
- ماسه باید به راحتی در دسترس باشد و فرآیند تهیه آن ساده باشد. علاوه بر این، باید کنترل کیفیت ماسه به راحتی انجام شود تا از ایجاد عیوب در قالب ها و قطعات جلوگیری شود.
این ویژگی ها به کیفیت و کارایی قالب سازی با ماسه کمک می کنند.
خواص لازم برای چسب ها در قالب سازی عبارتند از:
- اتصال یکنواخت ذرات ماسه:
- چسب باید به طور یکنواخت روی سطح ذرات ماسه پخش شود تا اتصال مناسبی بین ذرات ایجاد کرده و استحکام قالب و ماسه ماهیچه را در حالت تر و خشک افزایش دهد.
- استحکام کافی در هر دو حالت تر و خشک:
- چسب باید استحکام کافی را در هر دو وضعیت تر و خشک برای ماسه فراهم کند تا قالب توان تحمل فشار و دمای مذاب را داشته باشد.
- کمترین اثر بر سطح مدل:
- چسب نباید روی سطح مدل و درجه و جعبه ماهیچه اثر منفی بگذارد و باید خاصیت شکل پذیری مناسبی برای مخلوط ماسه فراهم آورد.
- امکان خشک شدن سریع:
- چسب باید امکان خشک شدن سریع قالب و ماهیچه را فراهم کند تا فرآیند تولید سریع تر پیش رود.
- جذب نکردن رطوبت هنگام قالب گیری:
- چسب باید ویژگی ای داشته باشد که هنگام قالب گیری رطوبت اضافی جذب نکند، زیرا این امر می تواند منجر به عیوب در قالب یا قطعه شود.
- حداقل تولید گاز:
- چسب باید کمترین میزان گاز را در هنگام ذوب فلز تولید کند تا از ایجاد حباب و عیوب در قطعه جلوگیری شود.
- عدم آسیب به دمای بالای ماسه:
- چسب نباید به دمای بالای ماسه آسیب وارد کند و باید در برابر حرارت مقاوم باشد.
- امکان خروج آسان مدل و ماهیچه:
- چسب باید به گونه ای باشد که امکان جدا شدن آسان مدل و ماهیچه از قالب را فراهم سازد.
- ارزان و قابل دسترسی:
- چسب باید از نظر هزینه مناسب و در دسترس باشد تا استفاده از آن در مقیاس های بزرگ اقتصادی باشد.
- عدم ضرر برای سلامت انسان:
- چسب باید برای سلامت انسان مضر نباشد و در فرآیند تولید خطری برای افراد نداشته باشد.
این ویژگی ها برای اطمینان از کیفیت و عملکرد مطلوب چسب ها در قالب سازی ضروری هستند و از بروز مشکلات مختلف در فرآیند تولید جلوگیری می کنند.
ماهیچه ها (یا ماهیچه های ریخته گری)
ماهیچه ها (یا ماهیچه های ریخته گری) برای ایجاد حفرات داخلی، سوراخ های سراسری، برآمدگی ها یا فرورفتگی ها در قطعات ریخته گری به کار می روند. این ماهیچه ها در داخل قالب قرار داده می شوند و وقتی که مذاب فلز در قالب ریخته می شود، ماهیچه ها در بخش هایی از قطعه که باید از فلز خالی بمانند، محصور می شوند. ماهیچه ها به طور معمول در بخش های میانه قطعه که نیاز به حفرات داخلی دارند، قرار می گیرند.
پس از ریختن مذاب، ماهیچه ها در تماس مستقیم با فلز مذاب قرار می گیرند، اما در قسمت های انتهایی که ممکن است نیاز به حذف آن ها نباشد، در معرض فلز قرار نمی گیرند. ماهیچه ها معمولاً پس از سرد شدن قطعه و جدا کردن از قالب، باید از داخل قطعه بیرون آورده شوند.

این فرآیند به ویژه در قطعاتی که نیاز به حفرات داخلی یا شکل های خاص دارند، کاربرد دارد. برای مثال، در ریخته گری قطعات پیچیده یا قطعاتی که نیاز به ویژگی های خاصی مانند لوله ها یا کانال های داخلی دارند، ماهیچه ها به کار می روند تا این ویژگی ها را در قطعه ایجاد کنند.
خواص ماهیچه در فرایند ریخته گری
خواصی که ماهیچه ها باید داشته باشند تا عملکرد بهینه در فرآیند ریخته گری را فراهم کنند، به طور خلاصه شامل موارد زیر هستند:
- استحکام در دمای بالا: ماهیچه باید در دماهای بالا و در طول انجماد فلز، استحکام کافی برای جلوگیری از ترکیدگی یا شکست داشته باشد. اگر ماهیچه نتواند استحکام خود را در دماهای بالا حفظ کند، ممکن است باعث ترکیدگی یا شکست قطعه ریخته گری شود.
- خرد شدن و فروپاشی: در هنگام انجماد، ماهیچه باید قابلیت فروپاشی و خرد شدن داشته باشد. بعد از اینکه یک لایه جامد حول ماهیچه شکل گرفت، باید به راحتی و سریع متلاشی شود تا از ترکیدگی قطعه جلوگیری کند.
- سطح صاف و مناسب: ماهیچه باید سطحی صاف و مقاوم در برابر نفوذ فلز مذاب ایجاد کند، به طوری که فلز نتواند به داخل ماهیچه نفوذ کند و از کیفیت قطعه جلوگیری نماید.
- سختی و مقاومت در برابر جریان مذاب: ماهیچه باید مقاومت کافی در برابر جریان فلز مذاب داشته باشد و بتواند در برابر اثرات آن مقاوم بماند.
- مقاومت در برابر حرارت: ماهیچه باید در برابر حرارت ناشی از فلز مذاب مقاوم باشد، تا ترک نخورد یا تغییر شکل ندهد.
- عدم جذب رطوبت: ماهیچه نباید در هنگام نگهداری یا درون قالب رطوبت جذب کند، زیرا این می تواند باعث آسیب به ماهیچه و کیفیت قطعه شود.
- مقاومت در برابر شکستن هنگام حمل و نقل: ماهیچه باید در حین حمل و نقل مقاومت کافی در برابر شکستن داشته باشد تا آسیب نبیند و به درستی در قالب قرار گیرد.
- سهولت در جدا شدن: ماهیچه باید به راحتی و با سرعت از قالب جدا شود تا روند تولید سریع تر و کارآمدتر باشد.
این ویژگی ها کمک می کنند که ماهیچه ها عملکرد بهتری در ایجاد حفرات و جزئیات پیچیده در قطعات ریخته گری داشته باشند و کیفیت قطعه نهایی حفظ شود.
استفاده از ماسه خشک برای تهیه ماهیچه ها به دلایل زیر معمولاً مطلوب تر است:
- دقت ابعادی بهتر: ماسه خشک به دلیل کم بودن رطوبت، دارای دقت ابعادی بالاتری نسبت به ماسه نمناک است. این دقت برای تولید قطعات دقیق و دارای جزئیات ظریف بسیار مهم است.
- کاهش خطر ترکیدگی: ماسه خشک احتمال ترکیدگی را کاهش می دهد. در صورتی که رطوبت در ماهیچه وجود داشته باشد، هنگام تماس با فلز مذاب، بخار ایجاد می شود که می تواند باعث ترک خوردن یا آسیب دیدن ماهیچه و قطعه ریخته گری شود.
- پایداری و استحکام بیشتر: ماسه خشک در دماهای بالا، استحکام و پایداری بیشتری دارد و در برابر نفوذ فلز مذاب مقاومت بهتری نشان می دهد.
- عدم نفوذ رطوبت به قالب: رطوبت موجود در ماسه نمناک ممکن است باعث نفوذ رطوبت به قالب و ایجاد نقص در قطعه نهایی شود. ماسه خشک از این مشکل جلوگیری می کند.
- سهولت در جدا شدن: ماهیچه های ساخته شده از ماسه خشک به راحتی از قالب جدا می شوند و احتمال آسیب به قطعه در حین فرآیند جدا کردن بسیار کمتر است.
- کاربرد راحت تر: ماسه خشک نسبت به ماسه نمناک به راحتی و سریع تر در قالب ها قرار می گیرد و نیاز به زمان کمتری برای آماده سازی دارد.
در مجموع، استفاده از ماسه خشک به دلیل این مزایا در فرآیندهای ریخته گری ترجیح داده می شود، اگرچه برای برخی از فلزات یا شرایط خاص، ممکن است ماسه نمناک نیز مورد استفاده قرار گیرد.
درفرآیند ریخته گری، ماهیچه به عنوان یک جزء مهم در قالب برای ایجاد حفره ها و فضاهای داخلی قطعات استفاده می شود. برای ساخت ماهیچه ها، برخی نکات و روش ها وجود دارد که در زیر به آن ها اشاره می کنم:
- استحکام کافی: مواد استفاده شده برای ساخت ماهیچه باید استحکام کافی را در دماهای بالا (هنگام تماس با فلز مذاب) داشته باشند تا به خوبی در قالب نگه داری شوند و از تغییر شکل یا شکستن جلوگیری شود.
- عدم ساخت ماهیچه ها به شکل شیبدار: ماهیچه ها باید به شکلی طراحی شوند که از لحاظ هندسی مشکلی برای جدا شدن از قالب نداشته باشند. اشکال شیبدار می توانند فرآیند جدا کردن ماهیچه از قالب را پیچیده کنند.
- استفاده از جعبه ماهیچه دو تکه: برای ساخت ماهیچه ها معمولاً از جعبه های دو تکه استفاده می شود. این جعبه ها می توانند از جنس چوب یا فلز ساخته شوند و به طور معمول از طریق لولا به هم متصل می شوند تا راحت تر باز و بسته شوند. این روش، امکان ایجاد ماهیچه هایی با دقت بالا را فراهم می کند.
- ایجاد حفره ها و تورفتگی ها: در طراحی قالب و ماهیچه، برای اطمینان از اینکه ماهیچه در جای خود ثابت می ماند، تورفتگی ها و تکیه گاه هایی در قالب ایجاد می شود که به کمک آن ها ماهیچه در حین ریخته گری از جای خود جابجا نمی شود.
- تکیه گاه ماهیچه: برای جلوگیری از شناور شدن و تغییر مکان ماهیچه در فلز مذاب، به ویژه در شرایطی که نمی توان ماهیچه را از دو طرف به ديواره های قالب تکیه داد، از تکیه گاه های ماهیچه استفاده می شود. این تکیه گاه ها اطمینان می دهند که ماهیچه در حین ریخته گری در محل خود ثابت بماند.
این مراحل به بهبود کیفیت قطعات ریخته گری و کاهش احتمال نقص های ناشی از تغییر موقعیت ماهیچه در حین فرآیند کمک می کند.
چپلت در ریخته گری
تکیه گاه های فلزی که به نام چپلت (Chaplet)شناخته می شوند، برای نگه داشتن و تثبیت ماهیچه در هنگام ریخته گری استفاده می شوند. این تکیه گاه ها به ویژه در هنگام ریختن فلز مذاب به قالب ضروری هستند تا ماهیچه در جای خود ثابت باقی بماند و از حرکت یا شناور شدن آن جلوگیری شود.
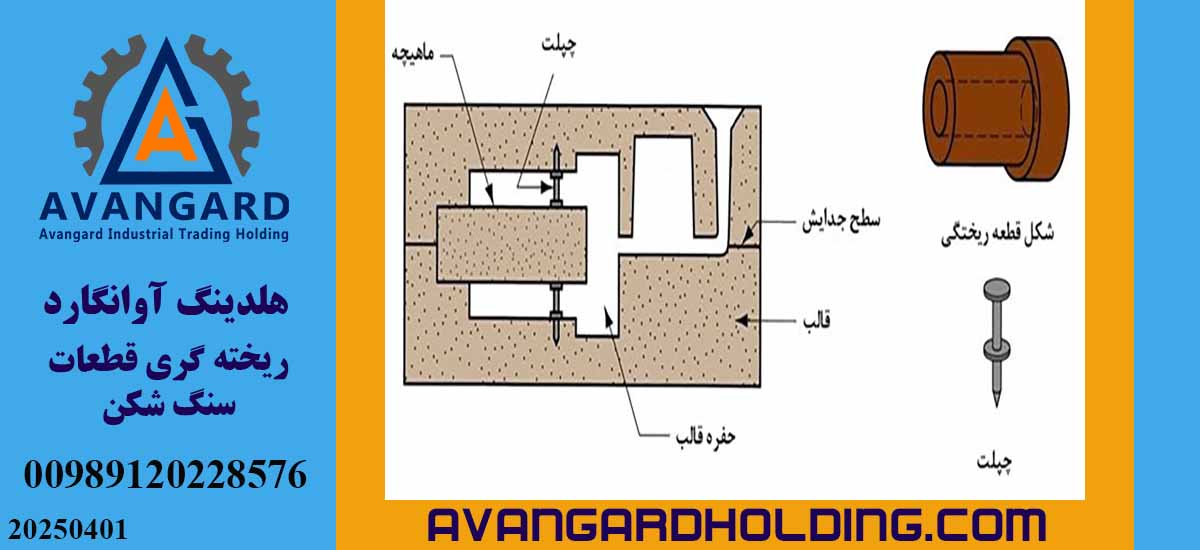
از ویژگی های مهم چپلت ها این است که در نهایت قسمتی از خود قطعه ریختگی می شوند. این بدان معناست که پس از انجماد فلز مذاب و خارج کردن قطعه از قالب، قسمتی از چپلت که به ماهیچه متصل بوده به قطعه نهایی اضافه می شود. به همین دلیل، طراحی و استفاده از چپلت ها باید به گونه ای باشد که این بخش از قطعه اضافی را بتوان پس از فرآیند ریخته گری به راحتی از قطعه جدا کرد.
استفاده از چپلت ها به خصوص در فرآیندهای ریخته گری پیچیده و در ساخت قطعات با هندسه های خاص اهمیت زیادی دارد تا از صحت و دقت قطعه نهایی اطمینان حاصل شود.
در تهیه مخلوط ماسه ماهیچه، استفاده از ماسه های سیلیسی، کرومیتی و الوینی رایج است. این ماسه ها ویژگی های خاصی دارند که برای تولید ماهیچه های با کیفیت ضروری هستند. همچنین، برای بهبود خواص مخلوط، خال رس نیز به میزان کم (معمولاً کمتر از 5 درصد) می تواند به آن اضافه شود.
اضافه کردن بیش از 5 درصد خاک رس به مخلوط ماسه ماهیچه باعث می شود که نیاز به مواد افزودنی بیشتر شود. این امر ممکن است به کیفیت سطحی قطعه نهایی آسیب بزند یا باعث افزایش هزینه تولید شود. بنابراین، نسبت خاک رس به ماسه باید به دقت کنترل شود تا مخلوط مناسب برای تولید ماهیچه های با استحکام و دقت بالا حاصل گردد.
قالب گیری با CO₂
قالب گیری با CO₂ یکی از روش های مدرن در صنعت ریخته گری است که در آن از ماسه ای استفاده می شود که به آن سیلیكات سدیم (Na₂SiO₃) افزوده می شود. این نوع ماسه، قبل از تماس با گاز دی اکسید کربن (CO₂)، قابلیت قالب گیری دارد و پس از دمیده شدن CO₂ به داخل قالب، ظرف مدت چند ثانیه سخت می شود.
مزایای قالب گیری با CO₂
- عدم نیاز به حرارت: برخلاف بسیاری از روش های دیگر، در این روش نیازی به حرارت دادن قالب نیست، که مصرف انرژی را کاهش می دهد.
- استحکام بالاتر: این روش باعث افزایش استحکام قالب ها و ماهیچه ها می شود.
معایب قالب گیری با CO₂
- هزینه بالا: به دلیل استفاده از مواد خاص و تکنیک های ویژه، هزینه ساخت این نوع قالب ها بالا است.
- مناسب نبودن برای قطعات بزرگ: این روش معمولاً برای تولید قطعات کوچک و متوسط مناسب است و در تولید قطعات بزرگتر گاهی به استفاده از ماسه های معمولی نیاز می شود.
به طور کلی، قالب گیری با CO₂ بیشتر برای قطعات کوچک تا متوسط که نیاز به دقت بالا و استحکام زیاد دارند مناسب است و در صنایع خاص کاربرد دارد.
قالب گیری ماشینی
قالب گیری ماشینی یکی از روش های پیشرفته در تولید انبوه قطعات ریختگی است که از ماشین آلات مختلف برای انجام عملیات قالب گیری استفاده می شود. این روش معمولاً برای تولید قطعات با دقت ابعادی بالا و کیفیت سطحی مطلوب در مقیاس انبوه کاربرد دارد.
انواع سیستم های استفاده شده در قالب گیری ماشینی:
- سیستم فشار: در این سیستم، ماسه ها بر روی مدل ریخته شده و سپس با استفاده از فشار (معمولاً با یک پرس) متراکم می شوند تا قالب به درستی شکل بگیرد.
- سیستم ارتعاشی: در این روش، مدل درون قالب تحت ارتعاش قرار می گیرد تا ماسه ها به شکل یکنواخت در اطراف مدل قرار بگیرند. ارتعاش به ایجاد یک لایه یکدست از ماسه کمک می کند و باعث بهتر شدن دقت قالب می شود.
- سیستم پرتابی: در این سیستم، ماسه ها تحت فشار به سمت مدل درون قالب هدایت می شوند و به طور یکنواخت روی مدل قرار می گیرند.
مزایای قالب گیری ماشینی:
- دقت ابعادی بالا: به دلیل استفاده از ماشین آلات و فرآیندهای خودکار، دقت ابعاد قطعات افزایش می یابد.
- کیفیت سطحی مطلوب: این روش کمک می کند تا کیفیت سطح قطعات بهبود یابد.
- سرعت بالا در تولید: به دلیل اتوماسیون فرآیند، این روش سرعت بالایی در تولید قطعات دارد.
- مناسب برای تولید انبوه: به دلیل قابلیت تولید سریع و یکنواخت قطعات، این روش برای تولید در مقیاس بالا بسیار مناسب است.
در نهایت، قالب گیری ماشینی یک روش بسیار موثر برای تولید قطعات با دقت بالا و در تیراژ زیاد است و در صنایع مختلفی مانند خودروسازی و تولید قطعات فلزی کاربرد دارد.
قالب گیری پوسته ای
قالب گیری پوسته ای یکی از روش های پیشرفته قالب گیری است که در آن قالب ها با دیواره های نازک و سبک تولید می شوند. این فرآیند، شکل اصلاح شده ای از فرآیند ریخته گری در ماسه است و معمولاً برای تولید قطعات با دقت بالا و جزئیات پیچیده استفاده می شود.
روش قالب گیری پوسته ای:
- تهیه مخلوط: در این روش، قالب ها با مخلوطی از ماسه و یک چسب یا رزین ترموستینگ ساخته می شوند. این مخلوط دارای خاصیت ویژه ای است که باعث می شود وقتی در مجاورت مدل فلزی داغ قرار می گیرد، پوسته ای مقاوم و نازک اطراف مدل تشکیل شود.
- قرارگیری مدل فلزی داغ: مدل فلزی که معمولاً داغ است، در داخل قالب قرار می گیرد. در تماس با مدل داغ، مخلوط ماسه و چسب واکنش نشان داده و پوسته ای نازک و قوی به دور مدل فلزی تشکیل می شود.
- نرم و سبک بودن قالب ها: قالب های تولید شده در این فرآیند، وزن کمی دارند و به راحتی قابل حمل هستند. به دلیل نازک بودن دیواره ها، این قالب ها از نظر ابعادی بسیار دقیق هستند.
کاربردهای قالب گیری پوسته ای
قالب گیری پوسته ای به ویژه در صنایعی که نیاز به تولید قطعات دقیق و با جزئیات بالا دارند، مانند صنایع هوافضا، پزشکی و خودرو، کاربرد زیادی دارد.
رزین های ترموستیک به طور ویژه در قالب گیری پوسته ای برای تولید قطعات با ویژگی های خاص استفاده می شوند. این رزین ها به ویژه در صنایع مختلف از جمله فولاد، برنج، آلیاژهای آلومینیوم و منیزیم کاربرد دارند.
ویژگی های رزین های ترموست در قالب گیری پوسته ای:
- فرآیند دو مرحله ای: رزین های ترموست به طور معمول در دو مرحله سخت می شوند. در ابتدا، مخلوط رزین با ماسه ترکیب شده و سپس در اثر حرارت دهی، به طور کامل سخت می شود. این ویژگی باعث ایجاد استحکام بالای قالب ها در مراحل بعدی می شود.
- استحکام بالا و مقاومت حرارتی: این رزین ها به ویژه برای مقاومت در برابر حرارت و رطوبت بالا معروف هستند. این ویژگی برای فرآیند ریخته گری در دماهای بالا و در محیط هایی که فلزات مذاب وجود دارند، بسیار مهم است.
- مناسب برای آلیاژهای مختلف: این نوع رزین ها معمولاً برای ریخته گری فلزاتی مانند فولاد کم کربن، فولاد کربن متوسط، آلیاژهای آلومینیوم و منیزیم و همچنین برنز و برنج به کار می روند. این فلزات به دلیل نیاز به دقت بالا در ریخته گری و مقاومت به فشار و حرارت زیاد، معمولاً با این روش قالب گیری تولید می شوند.
- کاهش زمان و هزینه: استفاده از رزین های ترموستیک در این فرآیند سرعت تولید را افزایش داده و از آنجا که این رزین ها توانایی ایجاد قالب های با دقت بالا و مقاومت زیاد دارند، هزینه های تولید را کاهش می دهند.
کاربرد در صنایع مختلف:
- فولاد و آلیاژهای فلزی: برای ریخته گری قطعاتی که نیاز به مقاومت بالا در برابر فشار و حرارت دارند.
- آلیاژهای آلومینیوم و منیزیم: برای تولید قطعات سبک با ویژگی های مقاومتی بالا.
- برنزی ها و برنج ها: برای تولید قطعات با دقت بالا و مقاومت خوب در برابر خوردگی و شرایط سخت.
استفاده از این رزین ها در ریخته گری پوسته ای برای تولید قطعاتی که نیاز به دقت و کیفیت سطحی بالا دارند، کاربرد زیادی دارد.
مراحل قالب گیری پوسته ای به شرح زیر است:
- تهیه مدل فلزی دقیق: ابتدا مدل فلزی مطابق با مشخصات طراحی قطعه باید ساخته شود. این مدل معمولاً به شکل صفحه ای ساخته می شود تا به راحتی در فرآیند قالب گیری استفاده شود.
- حرارت دادن مدل فلزی: مدل فلزی به دمای حدود 200 تا 350 درجه سانتی گراد حرارت داده می شود. سپس مدل گرم شده با استفاده از ماده روان ساز سیلیکون پوشش داده می شود تا ماسه بهتر به مدل بچسبد.
- پوشاندن مدل با مخلوط ماسه و چسب: مدل داغ در محفظه یا جعبه ای که از ماسه و چسب تشکیل شده، قرار می گیرد. این عمل باعث می شود که ماسه بر روی مدل داغ بریزد و به آن بچسبد. ضخامت پوسته معمولا بین 3 تا 9 میلی متر متغیر است و این پوسته در عرض 30 ثانیه ایجاد می شود. پس از آن، جعبه ماسه ای که مدل در آن قرار دارد به آرامی برگردانده می شود تا ماسه های اضافی که به مدل نچسبیده اند جدا شوند.
- حرارت دادن پوسته ها: پوسته و مدل داخل کوره قرار می گیرند و به مدت 30 ثانیه در دمای حدود 370 درجه سانتی گراد حرارت داده می شوند تا استحکام لازم به دست آید.
- برداشتن پوسته ها و مونتاژ: پس از این که پوسته ها سخت شدند، آن ها از روی مدل برداشته می شوند و با استفاده از روش هایی مانند استفاده از چسب، یک جفت پوسته به هم مونتاژ می شوند.
- آماده سازی برای ذوب ریزی: پس از مونتاژ پوسته ها، آن ها در بستری از ماسه یا سایر مواد قرار می گیرند تا آماده ذوب ریزی و ریخته گری شوند.
- جداسازی قطعه ریخته شده و عملیات تميزکاری: پس از سرد شدن قطعه ریخته شده، آن را از پوسته جدا کرده و عملیات تميزکاری برای حذف اضافات و رسیدن به سطح مورد نظر انجام می شود.
مواد مورد استفاده:
- ماسه سیلیسی و زیرکونی: این ماسه ها معمولاً برای تولید قالب های پوسته ای استفاده می شوند زیرا خواص حرارتی و ساختاری مناسبی برای این فرآیند دارند.
قالب گیری پوسته ای یک روش دقیق و با کیفیت بالا برای تولید قطعات پیچیده و با دقت ابعادی بالا است. این روش به ویژه برای تولید قطعات فلزی پیچیده و با مقاومت بالا استفاده می شود.
مزایای قالب گیری پوسته ای به شرح زیر است:
- حصول دقت ابعادی بالاتر: قالب گیری پوسته ای دقت ابعادی بیشتری نسبت به ریخته گری در ماسه فراهم می آورد، که برای تولید قطعات پیچیده و دقیق بسیار مناسب است.
- فراهم نمودن سطوح صاف: این روش امکان تولید قطعات با سطوح صاف و با کیفیت بالا را فراهم می کند، که نیاز به عملیات تميزکاری و پرداخت کمتری دارد.
- کاهش شیب سطحی: شیب سطحی قطعات در قالب گیری پوسته ای به میزان 50-75٪ کاهش می یابد، که این امر موجب بهبود کیفیت نهایی قطعه می شود.
- فراهم نمودن مقاطع نازک: این روش امکان تولید قطعات با مقاطع نازک تا 0.25 میلی متر را فراهم می کند، که در ریخته گری ماسه ای ممکن است غیرممکن باشد.
- کاهش احتمال متخلخل شدن قطعه: به علت نفوذپذیری بالا و کیفیت بالای قالب، احتمال متخلخل شدن قطعه کاهش می یابد، که به افزایش استحکام و کیفیت قطعه نهایی کمک می کند.
- کاهش مصرف ماسه: در این روش، مصرف ماسه کاهش می یابد که باعث صرفه جویی در هزینه ها و کاهش اثرات زیست محیطی می شود.
- دقت بالا: این روش به دلیل استفاده از پوسته های نازک، دقت بالایی در تولید قطعات دارد.
- سبکی و حمل آسان: قالب های پوسته ای به دلیل نازک بودن، سبک و قابل حمل هستند.
- مناسب برای قطعات پیچیده: قالب گیری پوسته ای به ویژه برای تولید قطعات با جزئیات پیچیده و ظریف مناسب است.
- کیفیت سطحی خوب: به دلیل استفاده از مخلوط های خاص، سطح قطعات حاصل از این روش معمولاً صاف و دقیق است.
این ویژگی ها باعث می شوند که قالب گیری پوسته ای برای تولید قطعات دقیق، با کیفیت و پیچیده بسیار مناسب باشد.
معایب قالب گیری پوسته ای به شرح زیر است:
- افزایش هزینه جهت تولید مدل فلزی اولیه: یکی از معایب اصلی این روش، هزینه بالای تولید مدل فلزی اولیه است. برای تولید مدل دقیق و با کیفیت، نیاز به مواد و فرایندهای پیچیده تری است که هزینه ها را افزایش می دهد.
- حداکثر وزن قطعه تولیدی: وزن قطعه تولیدی به این روش محدود است. حداکثر وزن قطعه معمولاً 180 کیلوگرم است، هرچند در برخی موارد و برای قطعات با ابعاد کوچک تر، امکان تولید قطعات تا وزن 250 کیلوگرم نیز وجود دارد. این محدودیت می تواند در تولید قطعات بزرگ تر مشکل ساز باشد.
(این معایب باعث می شود که قالب گیری پوسته ای برای برخی از کاربردها که نیاز به قطعات بزرگ و ارزان دارند، مناسب نباشد.)
- عدم توانایی در تولید اشکال پیچیده: یکی از محدودیت های این روش، عدم توانایی در تولید اشکال پیچیده است. به دلیل فرآیند خاص و لایه لایه ای که در قالب گیری پوسته ای انجام می شود، ممکن است نتوان اشکال یا جزئیات بسیار پیچیده و با دقت بالا را با این روش تولید کرد.
- نیاز به تجهیزات گران برای حمل مدل های فلزی حرارت دیده و قالب های پوسته ای: برای حمل مدل های فلزی که تحت حرارت قرار گرفته اند و همچنین قالب های پوسته ای، نیاز به تجهیزات خاص و گران قیمت وجود دارد. این امر می تواند هزینه های تولید را افزایش دهد و در برخی موارد، فرآیند را پیچیده تر کند.
این معایب به این معناست که برای تولید قطعات خاص یا پیچیده، ممکن است روش های دیگری نیاز باشد که قابلیت های بیشتری را در اختیار تولیدکننده قرار دهد.
ریخته گری دقیق
ریخته گری دقیق یا ریخته گری با مدل ذوب شدنی یا ریخته گری مومی یک فرآیند پیشرفته است که برای تولید قطعات دقیق و پیچیده با سطح عالی از دقت ابعادی و سطحی استفاده می شود. مراحل اصلی این فرآیند به شرح زیر است:
- ساخت مدل از موم: ابتدا مدل مورد نظر از موم یا مواد مشابه که در دماهای بالا ذوب می شوند، ساخته می شود. این مدل ها می توانند پیچیدگی های بسیار زیادی داشته باشند، به همین دلیل این روش برای تولید قطعات پیچیده و دقیق بسیار مناسب است.
- پوشش دادن مدل با ماسه: مدل مومی ساخته شده به طور کامل با یک لایه ضخیم از ماسه پوشش داده می شود. این ماسه به طور معمول با یک چسب مخصوص ترکیب شده است تا پس از ریختن فلز، استحکام لازم را فراهم آورد.
- ذوب مدل مومی: پس از پوشش دادن مدل با ماسه، قالب در یک کوره قرار داده می شود. در این مرحله، موم به طور کامل ذوب شده و از قالب خارج می شود، و فضایی خالی برای ریختن فلز مذاب باقی می ماند.
- ریختن فلز مذاب: پس از حذف موم، قالب خالی به محل ریخته گری منتقل می شود و فلز مذاب (مانند فولاد، آلومینیوم، یا سایر فلزات) به داخل قالب ریخته می شود.
- سرد شدن و انجماد فلز: پس از ریختن فلز در قالب، اجازه داده می شود که فلز سرد شده و در قالب جامد شود.
- برداشت قطعه نهایی: پس از سرد شدن و انجماد، قطعه از قالب ماسه ای خارج می شود. سپس عملیات تمیزکاری و سایر فرآیندهای تکمیلی مانند پرداخت سطح انجام می شود.
این روش برای تولید قطعات با دقت بالا و ظرافت های پیچیده، مانند قطعات موتور هواپیما، قطعات پزشکی و جواهرات، بسیار مناسب است.
مزایای ریخته گری دقیق:
- دقت ابعادی بالا: این روش قادر است قطعاتی با دقت ابعادی بسیار بالا تولید کند.
- سطح عالی: سطح قطعات به دلیل استفاده از مدل مومی و فرآیندهای دقیق به دست آمده، بسیار صاف و دقیق است.
- قابلیت تولید اشکال پیچیده: این روش می تواند اشکال پیچیده و هندسه های خاص را تولید کند که با روش های دیگر امکان پذیر نیست.
معایب ریخته گری دقیق:
- هزینه بالا: فرآیند ریخته گری دقیق به دلیل استفاده از مدل های مومی و فرآیندهای پیچیده هزینه بالایی دارد.
- نیاز به دقت بالای تولید مدل ها: ساخت مدل ها باید با دقت بسیار بالا انجام شود، زیرا هر خطای کوچک در مدل می تواند در قطعه نهایی تأثیر منفی بگذارد.

فرآیند ریخته گری دقیق
- ساخت مدل اصلی: ابتدا یک مدل اصلی از چوب، فلز یا پلاستیک ساخته می شود. این مدل به عنوان الگو برای تولید قالب های اصلی که موم به درون آن ها تزریق خواهد شد، استفاده می شود. این قالب ها معمولاً از آلیاژهای زود ذوب مانند آلومینیوم ساخته می شوند.
- تزریق موم: پس از ساخت قالب های اصلی، موم تحت فشار 2.5 مگاپاسکال به درون قالب های ساخته شده تزریق می شود. این موم داخل قالب می ماند و تا زمانی که سخت شود، در همان قالب باقی می ماند. با این روش، چندین مدل مومی به دست می آید که می توانند برای تولید قطعات مختلف استفاده شوند.
- اتصال مدل های مومی: مدل های مومی که به این روش ساخته شده اند، به یک راهگاه مشترک متصل می شوند تا یک مجموعه به نام “درخت مومی” ایجاد گردد. این درخت مومی می تواند چندین مدل مومی را به یکدیگر متصل کند که به راحتی در فرآیند ریخته گری استفاده شوند.
- پوشش دهی با دوغاب سرامیکی: درخت مومی که شامل مدل های مومی است، در یک محفظه فلزی قرار می گیرد. سپس یک لایه از دوغاب سرامیکی که معمولاً از مواد زود ذوب تشکیل شده است، بر روی سطح مدل ها ریخته می شود تا پوشش مناسبی برای قالب فراهم شود. این پوشش باعث می شود که بعد از ذوب شدن موم، قالب به شکل دقیق باقی بماند.
در نهایت، قالب سرامیکی ایجاد شده، به کوره منتقل می شود تا در اثر حرارت، موم ذوب شده و از قالب خارج گردد، و سپس فلز مذاب به داخل قالب ریخته می شود تا قطعه نهایی شکل بگیرد.
این روش به دلیل دقت بالا و توانایی تولید قطعات پیچیده، در صنایع خاصی مانند ساخت قطعات پیچیده برای هواپیما، خودرو، و ابزارهای دقیق مورد استفاده قرار می گیرد.
پس از مرحله حرارت دادن قالب تا دمای 720 درجه سانتی گراد، موم تبخیر شده و از محفظه قالب خارج می شود. این عمل باعث می شود که محفظه خالی آماده پذیرش مذاب باشد. یکی از مزایای مهم این فرآیند این است که می توان قطعات بزرگ و پیچیده را ریخته گری کرد، چرا که می توان قطعه را به چندین قسمت تقسیم کرده و برای هر قسمت یک مدل مومی جداگانه ساخت. سپس این مدل ها در مرحله تهیه خوشه به هم متصل می شوند تا یک شکل واحد ایجاد گردد.
این فرآیند اجازه می دهد که قطعات پیچیده و با دقت بالا تولید شوند و به ویژه برای قطعاتی که هندسه پیچیده دارند یا نیاز به دقت بالایی در تولید دارند، مناسب است.
این فرآیند معمولاً در صنایعی مانند صنعت هوافضا، ماشین آلات دقیق، صنایع پزشکی و ساخت جواهرات برای تولید قطعات پیچیده و دقیق کاربرد دارد.

مزاياى ريخته گرى دقيق عبارتند از:
- توليد قطعات پیچیده که با روش های دیگر قابل تولید نیستند.
- امکان ریخته گری اجزای ریز و مقاطع نازک که دیگر روش ها قادر به تولید آن ها نیستند.
- دستیابی به کیفیت سطحی و دقت ابعادی بالاتر که باعث کاهش نیاز به عملیات پس از ریخته گری می شود.
- بهترین روش برای ریخته گری قطعات سخت که پس از ریخته گری نمی توان عملیات ماشین کاری روی آن ها انجام داد.
- امکان تولید قطعات دو جنسی یا ترکیب متریال های مختلف در یک قطعه که ویژگی های متنوعی دارند.
با استفاده از روش ریخته گری دقیق، می توان اندازه دانه ها و جهت گیری آن ها را به دقت کنترل کرد. این کنترل دقیق بر روی دانه ها می تواند تأثیر زیادی بر خواص مکانیکی قطعه نهایی بگذارد، مانند:
- استحکام: کنترل جهت گیری دانه ها می تواند منجر به استحکام بیشتر در جهت خاصی شود.
- چقرمگی: با تنظیم اندازه و توزیع دانه ها، می توان چقرمگی یا مقاومت در برابر شکست را افزایش داد.
- سختی: دانه های ریزتر می توانند باعث افزایش سختی قطعه شوند.
- مقاومت به خوردگی: توزیع یکنواخت دانه ها می تواند باعث بهبود مقاومت قطعه در برابر خوردگی شود.
این ویژگی ها به ویژه برای قطعاتی که نیاز به دقت بالا و عملکرد مکانیکی خاص دارند، بسیار مهم و مفید هستند.
معایب ریخته گری دقیق معمولاً به شرح زیر است:
- محدودیت در وزن قطعات: این روش معمولاً برای تولید قطعات با وزن کمتر از 23 کیلوگرم مقرون به صرفه است. هرچند که در حال حاضر قطعاتی تا وزن 250 کیلوگرم نیز با این روش تولید می شوند، اما هنوز هم تولید قطعات بسیار بزرگ با این روش هزینه بر است.
- هزینه بالا: به دلیل مراحل دقیق و زمان بر این فرآیند، هزینه تولید قطعه نسبت به روش های دیگر ریخته گری بالا می باشد. این هزینه ها به دلیل استفاده از قالب های دقیق، مواد مصرفی ویژه، و نیاز به تجهیزات خاص برای فرآیندهای بعدی است.
این معایب موجب می شود که این روش بیشتر برای قطعات پیچیده، دقیق و با کیفیت بالا مورد استفاده قرار گیرد که نیاز به دقت ابعادی بالا و کیفیت سطحی عالی دارند.
ریخته گری در قالب گچی
ریخته گری در قالب گچی فرآیندی است که برای ریخته گری فلزات غیرآهنی استفاده می شود. در این روش، مواد قالب معمولاً از دوغاب تشکیل می شود که شامل الیاف تقویت کننده خرد شده و مواد افزودنی است. این افزودنی ها برای تنظیم زمان گیرش و قابلیت مصرف مجدد مواد قالب مورد استفاده قرار می گیرند.
ویژگی های این فرآیند به شرح زیر است:
- مدل: معمولاً از جنس آلومینیوم، برنج، چوب و پلاستیک حفره بندی شده ساخته می شود.
- ساختار: طرح و ساختار آن مشابه مدل های ریخته گری در ماسه است و به صورت صفحه ای و جداشونده ساخته می شوند.
- قالب ها: درجه ها و تخته های قالب گیری در این روش نیز شبیه به روش ریخته گری در ماسه هستند.
این روش برای تولید قطعات دقیق از فلزات غیرآهنی مانند آلومینیوم، برنز و برنج استفاده می شود و از مزایای آن می توان به امکان تولید قطعات با دقت ابعادی بالا اشاره کرد.
روش کار ریخته گری در قالب گچی به طور خلاصه به شرح زیر است:
- قرار دادن مدل روی تخته قالب گیری: مدل ابتدا بر روی تخته قالب گیری قرار می گیرد و سطح آن با ماده روان ساز پوشانده می شود.
- ریختن دوغاب گچ روی مدل: دوغاب گچ به طور مستقیم روی مدل درون درجه ریخته می شود.
- خروج مدل از قالب: پس از 10 دقیقه که گیرش خود را می گیرد، مدل از داخل قالب خارج می شود.
- حرارت دادن قالب ها: قالب های گچی جهت رطوبت زدایی درون کوره تا دمای 170-870 درجه سانتی گراد به مدت 72-1 ساعت حرارت داده می شوند.
- مونتاژ قالب ها: پس از سفت شدن قالب ها، آن ها را دو درجه مونتاژ کرده و ماهیچه های لازم را به آن اضافه می کنند و سپس عمل ذوب ریزی انجام می شود.
مزایای این روش:
- تولید قطعات صاف و اشکال پیچیده با ابعاد دقیق.
- امکان تولید مقاطع جدار نازک با کمترین تابیدگی به دلیل سرعت نسبی سرد شدن.
- محدودیت اصلی این روش، منحصر به فلزات غیرآهنی است.
این فرآیند به دلیل دقت ابعادی و امکان تولید قطعات پیچیده و دقیق، برای تولید قطعات فلزی غیرآهنی با ویژگی های خاص استفاده می شود.
ریخته گری در قالب های دائمی:
در این فرآیند، با استفاده از قالب های فلزی دو یا چند تکه، می توان قطعات زیادی را تولید کرد. این روش برای تولید انبوه قطعات کوچک و ساده با ضخامت دیواره یکسان و در مواردی که ماهیچه گذاری پیچیده مورد نظر نیست، بسیار مناسب است.
- ساخت قالب های فلزی: ساده ترین قالب های فلزی معمولاً از دو نیمه لولا شده تشکیل شده اند که با یک گیره به هم متصل می شوند تا حفره قالب به شکلی قابل اعتماد ایجاد شود.
- مواد قالب: ابتدا قالب ها را از فلزات مناسب برای دمای مذاب مورد نظر ریخته گری می کنند و سپس برای افزایش دقت ابعادی و کیفیت سطح آن ها، عملیات ماشین کاری انجام می شود.
- انتخاب جنس قالب: جنس قالب با توجه به دمای مذاب، اندازه قطعه و تعداد دفعات استفاده از آن انتخاب می شود. معمولاً برای این نوع قالب ها از چدن خاکستری ریزدانه استفاده می شود، زیرا بیشترین کاربرد را دارد. برای قطعات بزرگ تر و خاص تر گاهی از فولادهای آلیاژی استفاده می شود.
این فرآیند برای تولید قطعات ساده و با تعداد زیاد، بسیار اقتصادی و مؤثر است و به دلیل استفاده از قالب های دائمی، سرعت تولید بالا و کیفیت قطعات بهبود می یابد.
قالب های گرافیتی برای ریخته گری
قالب های گرافیتی در ریخته گری به دلیل دقت ابعادی بالا، کیفیت سطحی مطلوب و بهبود خواص مکانیکی قطعات، گزینه ای مناسب برای تولید قطعات آلومینیومی و منیزیمی هستند اما برای تولید انبوه و قطعات پیچیده محدودیت دارند.
مزایای استفاده از قالب های گرافیتی برای ریخته گری قطعات آلومینیومی و منیزیمی:
- ایجاد خواص مکانیکی بالاتر: استفاده از قالب های گرافیتی باعث بهبود خواص مکانیکی قطعات ریخته شده می شود. این خواص شامل استحکام و مقاومت به خوردگی بهتر هستند.
- کیفیت سطحی خوب: قالب های گرافیتی به دلیل ویژگی های خاص خود، سطح قطعات ریخته شده را صاف و با کیفیت بالایی می سازند.
- دقت ابعادی بالاتر: قالب های گرافیتی به علت دقت بالا در فرآیند ریخته گری، ابعاد قطعات تولیدی را دقیق تر می کنند و نیاز به ماشین کاری پس از تولید را کاهش می دهند.
این ویژگی ها باعث می شود که قالب های گرافیتی انتخاب مناسبی برای تولید قطعات حساس و با دقت بالا از فلزات آلومینیوم و منیزیم باشند، به خصوص در تولید قطعات با تعداد کم یا پیچیده.
معایب استفاده از قالب های گرافیتی برای ریخته گری:
- محدود به ریخته گری قطعات کوچک: این روش بیشتر برای تولید قطعات کوچک (زیر 135 کیلوگرم) مناسب است و برای قطعات بزرگ تر محدودیت دارد.
- مناسب برای آلیاژهای با نقطه ذوب پایین: این فرآیند بیشتر برای آلیاژهایی که نقطه ذوب پایین تری دارند، مانند آلومینیوم، منیزیم، مس، روی، سرب و قلع مناسب است و برای آلیاژهای با نقطه ذوب بالا کارایی کمتری دارد.
- غیر مقرون به صرفه برای تولید در تیراژ بالا: برای تولید انبوه قطعات، این روش ممکن است مقرون به صرفه نباشد، زیرا قالب های گرافیتی برای تولید حجم های زیاد کارآمد نیستند.
- عدم امکان ریخته گری قطعات با اشکال پیچیده: این روش نمی تواند برای تولید قطعات با اشکال پیچیده یا بی قاعده به کار رود، زیرا دقت و شکل قالب های گرافیتی محدود است.
این معایب موجب می شود که استفاده از قالب های گرافیتی بیشتر محدود به قطعات با حجم کوچک و آلیاژهای خاص باشد.
ریخته گری دایکاست
ریخته گری دایکاست (Die Casting) یک فرآیند ریخته گری تحت فشار است که در آن فلز مذاب با استفاده از نیروی فشار به سرعت به داخل حفره قالب هدایت می شود. در این فرآیند:
- اعمال فشار بالا: فلز مذاب تحت فشار زیاد به داخل قالب وارد می شود و تا زمانی که به طور کامل منجمد شود، در داخل قالب تحت فشار باقی می ماند.
- استفاده از قالب های دائمی: قالب های دایکاست معمولاً از فلزات مقاوم به حرارت ساخته می شوند، مانند فولاد، که برای تولید قطعات با ابعاد دقیق و سطح صاف مناسب است.
- سریع بودن فرآیند: به دلیل فشار بالا و سرعت انجماد سریع، فرآیند دایکاست می تواند تولید انبوه قطعات را در زمان کوتاهی انجام دهد.
این فرآیند عمدتاً برای تولید قطعات پیچیده با دقت بالا و سطح صاف، به ویژه از آلیاژهای غیرآهنی مانند آلومینیوم، روی، و منیزیم، استفاده می شود.
مزایای ریخته گری دایکاست:
- دقت ابعادی بالا: این فرآیند قابلیت تولید قطعات با دقت ابعادی بسیار بالا را دارد، که برای قطعات کوچک و پیچیده ضروری است.
- کیفیت سطحی خوب: قطعات ریخته گری شده در این فرآیند دارای سطح صاف و تمیز هستند که نیاز به کمترین عملیات پس از تولید دارند.
- سرعت تولید بالا: این روش برای تولید قطعات به صورت انبوه بسیار سریع است و امکان تولید قطعات متعدد در مدت زمان کوتاه را فراهم می آورد.
- امکان تولید قطعات پیچیده: ریخته گری دایکاست قادر است اشکال پیچیده و مقاطع نازک را بدون هیچ گونه عیب و نقص تولید کند.
- صرفه جویی در مصرف مواد: به دلیل دقت بالا و قابلیت تولید قطعات با مقاطع نازک، مصرف مواد کاهش می یابد.
- تولید قطعات با کیفیت مکانیکی بالا: قطعات تولیدی در این فرآیند دارای خواص مکانیکی مطلوبی هستند، به ویژه برای فلزات مانند آلومینیوم، منیزیم و روی.
- امکان تولید قطعات با مقاطع نازک: با استفاده از فشار در این فرآیند، می توان قطعات با مقاطع نازک و دقیق تولید کرد.
- کاهش هزینه ها در تولید انبوه: پس از طراحی قالب، هزینه تولید برای هر قطعه پایین می آید که این موضوع برای تولید انبوه بسیار مقرون به صرفه است.
معایب ریخته گری دایکاست:
- هزینه بالا: هزینه قالب های دائمی و ماشین آلات این فرآیند نسبتا بالا است.
- محدودیت در ابعاد قطعات: این روش بیشتر برای قطعات کوچک تا متوسط مناسب است و برای قطعات بزرگ تر از این روش استفاده نمی شود.
- قابلیت استفاده برای قطعات کوچک: این روش عمدتاً برای تولید قطعات کوچک، به ویژه زیر 2.5 کیلوگرم مناسب است و برای تولید قطعات بزرگ مقرون به صرفه نمی باشد.
- قابلیت کاربرد برای فلزات غیرآهنی: بیشتر این فرآیند برای فلزات غیرآهنی مانند آلومینیوم، منیزیم و برنج کاربرد دارد و برای فلزات آهنی مناسب نیست.
- عدم صرفه جویی برای تولید بالا: برای تولید در مقیاس بالا این روش به دلیل هزینه های بالای فرآیند، به طور معمول مقرون به صرفه نیست.
این معایب موجب می شود که ریخته گری دايكاست تحت فشار به ویژه برای پروژه های خاص با مقیاس کوچک و فلزات غیرآهنی مناسب باشد.
ویژگی های این فرآیند:
ریخته گری دایکاست یک فرآیند بسیار سریع است که امکان تولید قطعات با اشکال نسبتاً پیچیده را به صورت نهایی فراهم می کند. در این فرآیند، با استفاده از یک مجموعه قالب، می توان چندین قطعه مشابه را به طور همزمان و با هزینه قابل قبول تولید کرد. از آنجا که در این فرآیند از فشار استفاده می شود، می توان مقاطع نازک و قطعات با شکل پیچیده را بدون عیب و با دقت بالا تولید کرد.
- سرعت بالا: این روش بسیار سریع است و برای تولید انبوه قطعات در زمان کوتاه مناسب است.
- امکان تولید قطعات پیچیده: با استفاده از دایکاست، می توان قطعات با اشکال پیچیده و جزئیات دقیق را تولید کرد.
- مقاطع نازک: امکان تولید مقاطع نازک و باریک، بدون هیچ گونه عیب و نقص وجود دارد.
دو روش اصلی ریخته گری دایکاست:
- محفظه سرد: این روش برای ریخته گری فلزات با دمای ذوب بالاتر مانند آلومینیوم، منیزیم و برنج استفاده می شود.
- محفظه گرم: این روش برای ریخته گری فلزات با دمای ذوب پایین تر مانند روی، سرب و قلع به کار می رود.
اجزای اصلی سیستم محفظه گرم معمولاً شامل قالب فلزی دائمی، سیستم تزریق و سیستم فشار است که در فرآیندهای دایکاست استفاده می شود. این سیستم ها به طور خاص طراحی شده اند تا با فشار بالا، فلز مذاب را به داخل قالب منتقل کنند و قطعات دقیق و پیچیده ای تولید کنند.
این فرآیند به ویژه در تولید قطعات کوچک و پیچیده با حجم بالا مانند قطعات خودرو، لوازم الکترونیکی و تجهیزات صنعتی کاربرد دارد.
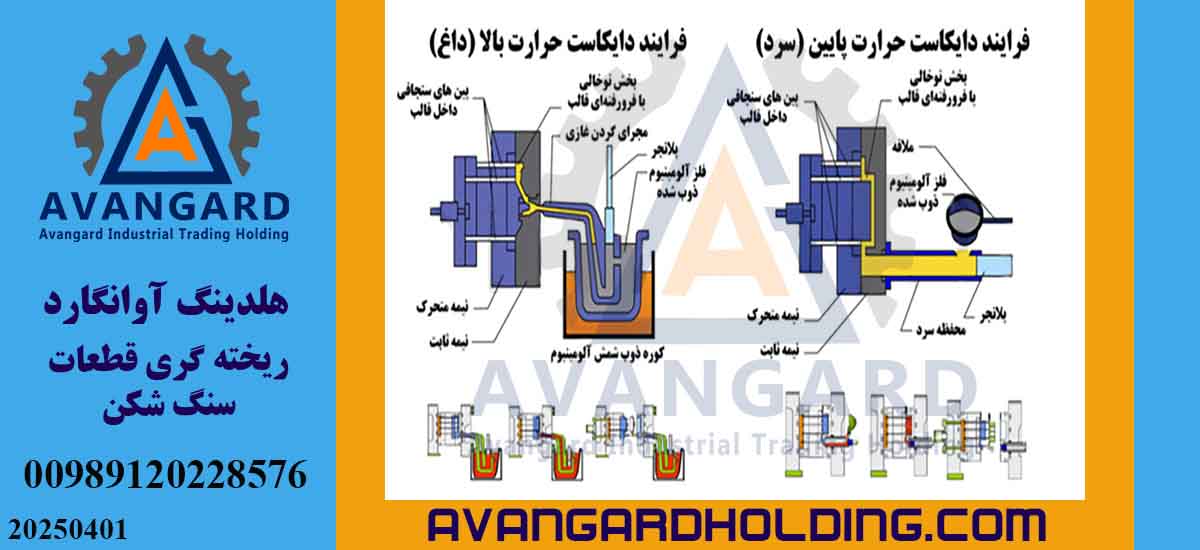
در فرآیند ریخته گری تحت فشار با محفظه سرد، فلز مذاب در کوره ای خارج از دستگاه آماده می شود و سپس توسط یک پاتیل (ظرف یا قیف) به داخل سیلندر سرد ریخته می شود. سپس مراحل به شرح زیر انجام می شود:
- ورود فلز مذاب به سیلندر: فلز مذاب از کوره به داخل سیلندر سرد هدایت می شود.
- حرکت پیستون: پس از اینکه سیلندر پر از فلز مذاب می شود، پیستون (سیلندر شناور) به درون فلز مذاب غوطه ور می شود. سپس شیر کنترل باز می شود تا فلز مذاب وارد قالب شود.
- جریان فلز مذاب در قالب: فلز مذاب به داخل حفره های قالب از طریق راه بارها، شیارها و دیگر مسیرهای قالب جاری می شود.
- تخلیه گازها: گازهای موجود در سیستم به همراه بخشی از فلز مذاب از طریق هواکش ها (venting) خارج می شوند.
- انجماد و جداسازی قطعه: پس از پر شدن حفره قالب و جریان فلز مذاب، انجماد شروع می شود. در نهایت، قطعه ریخته گری از قالب خارج شده و فرآیند تکمیل می شود.
- تکرار سیکل: پس از تکمیل فرآیند و خارج شدن قطعه، سیکل دوباره برای تولید قطعه بعدی آغاز می شود.
این روش معمولاً برای تولید قطعات فلزی دقیق و با کیفیت بالا، به ویژه برای فلزات با دمای ذوب بالاتر مانند آلومینیوم و منیزیم استفاده می شود.
ریخته گری گریز از مرکز (سانتریفیوژ)
ریخته گری گریز از مرکز (سانتریفیوژ) یک فرآیند منحصر به فرد است که در آن قالب در حال چرخش است و فلز مذاب وارد محفظه قالب می شود. در این فرآیند، به واسطه نیروی گریز از مرکز، فلز مذاب به دیواره داخلی حفره قالب فشرده می شود و به سرعت انجماد پیدا می کند. این فرآیند برای تولید قطعات استوانه ای و مدور توخالی مانند لوله ها، قرقره ها، سیلندرهای هیدرولیکی، چرخ های پره و توپی و غیره استفاده می شود.
در این روش، معمولاً از ماهیچه گذاری استفاده نمی شود و با چرخش قالب، فلز مذاب به طور یکنواخت به تمامی قسمت های قالب منتقل می شود. این فرآیند به دلیل استفاده از نیروی گریز از مرکز، برای تولید قطعاتی با دقت ابعادی بالا و خواص مکانیکی مطلوب، به ویژه در قطعات استوانه ای، بسیار موثر است.
مزایای ریخته گری گریز از مرکز:
- کاهش تخلخل و آخال ها: به دلیل نیروی گریز از مرکز، ذرات سبک مانند سرباره و آخال ها به سطح قطعه منتقل می شوند و به این ترتیب تخلخل ها کاهش یافته و قطعه کیفیت بهتری پیدا می کند.
- تولید قطعات با خواص مکانیکی بالاتر: به دلیل فشرده سازی فلز توسط نیروی گریز از مرکز، قطعات تولید شده دارای استحکام و خواص مکانیکی بهتری هستند.
- عدم نیاز به ماهیچه: این فرآیند می تواند برای تولید قطعات مدور توخالی بدون نیاز به ماهیچه یا هسته مورد استفاده قرار گیرد، که در نتیجه هزینه ها کاهش می یابد.
- عدم نیاز به راهگاه: در این روش نیازی به سیستم راهگاه های پیچیده نیست، که فرآیند را ساده تر و مقرون به صرفه تر می کند.
- دقت بالا و سطح صاف: به دلیل حرکت یکنواخت مذاب در قالب و فشرده شدن آن، قطعات تولیدی دارای سطح صاف و دقت ابعادی بالایی هستند.
- سرعت تولید بالا: این روش به دلیل عدم نیاز به فرآیندهای پیچیده یا زمان بر می تواند سرعت تولید قطعات را افزایش دهد.
- امکان تولید قطعات توخالی: این روش برای تولید قطعات مدور و توخالی مانند لوله ها و سیلندرها بسیار مناسب است.
این مزایا باعث شده است که ریخته گری گریز از مرکز برای تولید قطعات خاص و کاربردهای صنعتی مختلف بسیار محبوب باشد.
معایب ریخته گری گریز از مرکز:
- محدودیت در اندازه قطعات: این روش بیشتر برای تولید قطعات کوچک و متوسط مناسب است و برای قطعات بسیار بزرگ به صرفه و مناسب نمی باشد.
- نیاز به تجهیزات خاص: نیاز به دستگاه های خاصی برای چرخش قالب دارد که ممکن است هزینه اولیه تجهیزات را افزایش دهد.
- محدودیت در استفاده برای فلزات خاص: این روش به طور عمده برای فلزات خاصی مانند آلیاژهای آهنی و غیرآهنی با دمای ذوب مناسب کاربرد دارد.
- تولید قطعات با اشکال پیچیده: این روش به دلیل محدودیت در حرکت فلز مذاب در قالب، نمی تواند برای تولید قطعات با اشکال پیچیده یا غیر مدور استفاده شود.
- محدودیت در مقیاس تولید: برای تولید قطعات با اندازه و پیچیدگی های مختلف ممکن است نیاز به اصلاح فرآیند یا استفاده از روش های دیگر باشد.
سیستم راهگاهی و تغذیه گذاری در ریخته گری
سیستم راهگاه و تغذیه گذاری در ریخته گری به منظور تولید قطعات سالم و با کیفیت بسیار مهم است. در این فرآیند، کانال هایی که مذاب را به داخل حوضچه قالب هدایت می کنند، به نام سیستم راهگاهی شناخته می شوند. ویژگی های یک سیستم راهگاهی مناسب عبارتند از:
- سرعت هدایت مذاب: سیستم راهگاه باید به گونه ای طراحی شود که مذاب در کمترین زمان ممکن به قالب هدایت شده و به سرعت قالب را پر کند، بدون اینکه دمای مذاب بیش از حد کاهش یابد.
- جلوگیری از جریانات اغتشاشی: سیستم باید از بوجود آمدن جریانات ناخواسته (اغتشاشی) جلوگیری کند تا از هرگونه هم زدگی و بهم ریختگی مذاب و تشکیل کف در قالب جلوگیری شود.
- جلوگیری از آلودگی مذاب: سیستم باید مانع از ورود سرباره ها، کف باره ها، آلودگی ها و ماسه های جدا شده به داخل مذاب و قالب شود تا قطعات نهایی تمیز و بدون نقص باشند.
- جلوگیری از مکش هوا و جذب گازها: سیستم باید از مکش هوا و جذب گازهای ناخواسته در محفظه قالب جلوگیری کند تا از ایجاد حفره ها و عیوب در قطعه نهایی پیشگیری شود.
- جلوگیری از سایش دیواره ها: سیستم باید از سایش دیواره قالب و جداره ماهیچه ها جلوگیری کند تا عمر مفید قالب افزایش یابد و دقت ابعادی قطعه حفظ شود.
- جلوگیری از پیچیدگی قطعه: طراحی سیستم راهگاه باید به گونه ای باشد که از پیچیدگی بیش از حد قطعه جلوگیری کند و فرآیند ریخته گری را ساده تر کند.
- کاهش نیاز به عملیات سنگ زنی: طراحی سیستم باید به گونه ای باشد که نیاز به عملیات اضافی بعدی، مانند برشکاری و سنگ زنی، تا حد ممکن کاهش یابد. این امر می تواند باعث کاهش هزینه ها و زمان تولید شود.
- نقش تغذیه گذاری: برای جبران انقباض ناشی از تبدیل مذاب به جامد، استفاده از سیستم تغذیه مناسب مانند اسلیو گرما زا ضروری است. این سیستم باید به گونه ای عمل کند که پس از انجماد قطعه، مذاب به قسمت هایی که با انقباض مواجه شده اند، هدایت شود.
تمام این ویژگی ها به بهبود کیفیت قطعه نهایی و کاهش عیوب در فرآیند ریخته گری کمک می کنند. این ویژگی ها موجب می شود که سیستم راهگاهی نه تنها نقش حیاتی در هدایت مذاب به قالب داشته باشد، بلکه به تولید قطعات با کیفیت و بدون عیوب کمک کند.
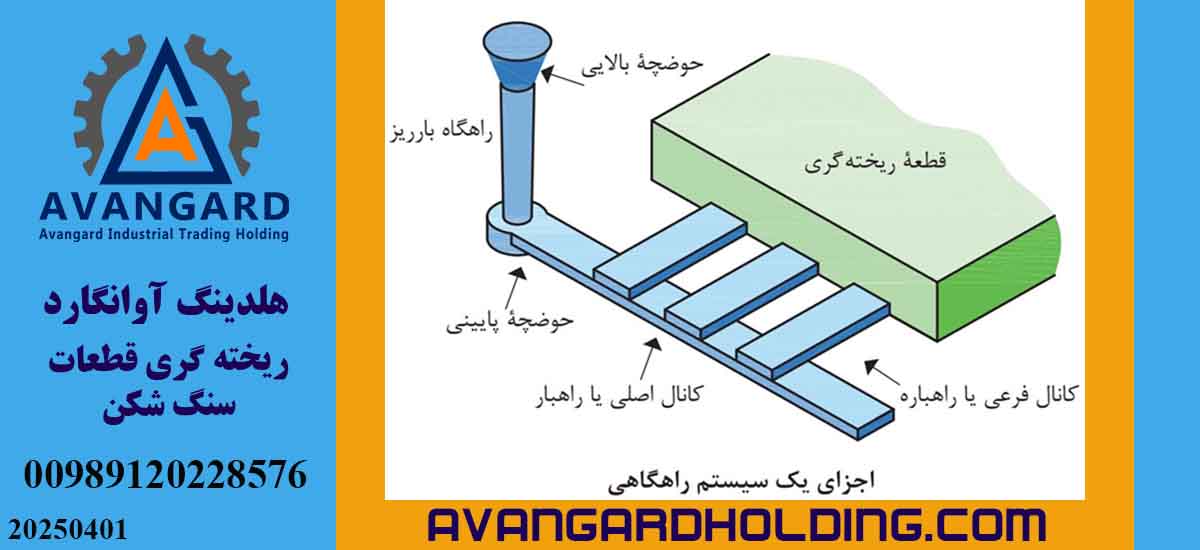
سیستم راهگاهی از اجزای مختلفی تشکیل می شود که هر یک نقش خاصی در فرآیند ریخته گری دارند. یکی از این اجزا حوضچه بار ریز است که ویژگی های آن به شرح زیر می باشد:
- حوضچه بار ریز:
- حوضچه بار ریز به طور معمول روی درجه بالایی قالب قرار می گیرد و یک گودال مناسب در آن تعبیه می شود.
- این حوضچه علاوه بر کنترل سرعت و مسیر حرکت مذاب، به وسیله فیلتر در کف خود از ورود دوباره مذاب به داخل لوله راهگاه جلوگیری می کند.
- گاهی اوقات، حوضچه بار ریز را به صورت جداگانه بر روی سطح قالب از ماسه خشک می سازند.
- این بخش از سیستم راهگاه به کاهش ورود ناخالصی ها و کنترل بهتر جریان مذاب کمک می کند.
- راهگاه بار ریز، به عنوان یک بخش حیاتی از سیستم راهگاهی در فرآیند ریخته گری، مسئول هدایت مذاب به داخل قالب است. این کانال در قالب برای انتقال مذاب از حوضچه بار ریز به دیگر بخش های قالب طراحی شده است و می تواند تاثیر زیادی در کیفیت قطعات تولیدی داشته باشد. ویژگی های آن به شرح زیر است:
- هدایت مذاب به راهگاه های دیگر: این کانال مذاب تمیز را از حوضچه بار ریز به سایر راهگاه ها هدایت می کند و این مهم است که برای جلوگیری از ورود آخال ها و ذرات اضافی به داخل قالب، تنها مذاب تمیز از آن عبور کند.
- ساخت مخروطی شکل: راهگاه بار ریز به صورت مخروطی طراحی می شود تا از کشیده شدن هوا و ایجاد حباب های گاز در داخل راهگاه جلوگیری کند. در این طراحی، سطح مقطع راهگاه در قسمت پایین کوچکتر از بالای آن است که باعث می شود مذاب با سرعت کنترل شده و بدون ایجاد جریان های گردابی و گازهای ناخواسته وارد قالب شود.
- کنترل جریان مذاب: این طراحی کمک می کند تا جریان مذاب به داخل قالب به صورت یکنواخت و بدون اغتشاش باشد. این موضوع باعث می شود که قطعات ریخته گری دقیق تر، با کیفیت سطحی بهتر و بدون نقص های ناشی از حباب های هوا یا آخال ها تولید شوند.
- جلوگیری از ورود هوا و آخال ها: با توجه به شکل خاص و طراحی راهگاه بار ریز، ورود هوا و آخال ها به داخل مذاب کاهش می یابد، که این موضوع اهمیت زیادی در تولید قطعات با کیفیت بالا دارد.
- حوضچه پای راهگاه، همان طور که در توضیحات آمده، یک قسمت مهم از سیستم راهگاهی است که در فرآیند ریخته گری به کار می رود. این حوضچه برای کاهش سرعت و شدت جریان مذاب عمل می کند تا از وارد شدن آسیب به ديواره های راهگاه و جلوگیری از سایش آن ها جلوگیری شود. عملکرد این بخش به شرح زیر است:
- کاهش سرعت مذاب: حوضچه پای راهگاه با تغییر جهت جریان مذاب و کاهش سرعت آن، به آرامی مذاب را به سمت راهگاه اصلی هدایت می کند. این کاهش سرعت باعث می شود که جریان مذاب کنترل شده و بدون اغتشاش وارد قالب شود.
- جلوگیری از سایش ديواره ها: با کاهش سرعت و شدت جریان مذاب، فشار کمتری به ديواره های راهگاه وارد می شود، بنابراین از سایش ديواره ها و آسیب دیدگی راهگاه ها جلوگیری می شود. این امر منجر به افزایش عمر مفید سیستم راهگاهی و کاهش هزینه های تعمیر و نگهداری می شود.
- کنترل دقیق جریان مذاب: حوضچه پای راهگاه باعث می شود تا مذاب با سرعتی یکنواخت و کنترل شده وارد راهگاه های اصلی قالب شود، که این امر در تولید قطعات با دقت بالا و کیفیت سطحی بهتر تاثیرگذار است.
در نتیجه، حوضچه پای راهگاه به عنوان یک بخش مهم از سیستم راهگاهی، نقش حیاتی در بهبود کیفیت قطعات ریخته گری و افزایش طول عمر قالب ها دارد.
- راهگاه اصلی، کانالی است که وظیفه تقسیم جریان مذاب را از حوضچه بار ریز و راهگاه های فرعی به قالب اصلی بر عهده دارد. این بخش از سیستم راهگاهی نقش کلیدی در هدایت صحیح و یکنواخت مذاب به داخل قالب دارد. ویژگی ها و وظایف اصلی راهگاه اصلی به شرح زیر است:
- تقسیم جریان مذاب: راهگاه اصلی مذاب را از حوضچه بار ریز دریافت کرده و آن را به راهگاه های فرعی تقسیم می کند تا به طور یکنواخت در تمام قالب جریان یابد.
- هدایت یکنواخت و بدون وقفه مذاب: راهگاه اصلی باید به گونه ای طراحی شود که جریان مذاب به طور پیوسته و بدون وقفه در قالب تقسیم شود تا از بروز هرگونه عیب در قطعه ریخته گری جلوگیری کند.
- حفظ دمای مناسب مذاب: این کانال باید به گونه ای طراحی شود که انتقال حرارت در آن به درستی صورت گیرد و دمای مذاب به طور یکنواخت در طول مسیر حفظ شود.
- جلوگیری از ایجاد عیوب در قطعه: با توجه به اینکه راهگاه اصلی به طور مستقیم با توزیع مذاب در قالب مرتبط است، طراحی صحیح آن از بروز مشکلاتی مانند حفره های هوایی، عیوب سطحی یا ناهمواری ها در قطعه جلوگیری می کند.
در مجموع، راهگاه اصلی یکی از اجزای حیاتی در سیستم راهگاهی است که باید با دقت بالا طراحی شود تا فرآیند ریخته گری با کیفیت و بدون نقص انجام شود.
- راهگاه فرعی، کانال هایی هستند که مذاب تميز از طریق آن ها وارد محفظه قالب می شود. این بخش از سیستم راهگاهی، به عنوان ادامه مسیر مذاب از راهگاه اصلی به داخل قالب عمل می کند. ویژگی ها و وظایف اصلی راهگاه فرعی به شرح زیر است:
- هدایت مذاب به محفظه قالب: راهگاه فرعی کار هدایت مذاب تميز از راهگاه اصلی به محفظه قالب را انجام می دهد تا فرآیند ریخته گری به طور صحیح انجام شود.
- ساختار زیر راهگاه اصلی: معمولاً راهگاه های فرعی را در زیر راهگاه اصلی طراحی می کنند تا جریان مذاب تميز از راهگاه اصلی به این کانال ها منتقل شود و از آنجا وارد محفظه قالب گردد.
- جلوگیری از ورود آلودگی ها: طراحی راهگاه فرعی به گونه ای است که از ورود آلودگی ها و ناخالصی ها (مانند سرباره ها و ذرات غیر ذوب شده) به داخل محفظه قالب جلوگیری می کند. این امر موجب افزایش کیفیت قطعات تولیدی می شود.
- توزیع یکنواخت مذاب در قالب: راهگاه های فرعی باید طوری طراحی شوند که توزیع مذاب در قالب به طور یکنواخت انجام شود و از ایجاد عیوبی چون گازی شدن یا حفره های هوایی در قطعه جلوگیری گردد.
در مجموع، راهگاه فرعی به عنوان یکی از اجزای اساسی سیستم راهگاهی عمل می کند و باید با دقت طراحی شود تا انتقال مذاب به داخل قالب به طور مؤثر و بدون مشکل انجام شود.
انواع سیستم راهگاهی در ریخته گری
در سیستم های ریخته گری، دو نوع سیستم راهگاهی فشاری و غیر فشاری وجود دارد:
سیستم راهگاهی فشارى
- در این حالت، مذاب از طریق راهگاه فرعی با فشار وارد قالب می شود.
- این سیستم باعث کاهش وزن قطعه ریختگی و کاهش دورریز می شود.
- سیستم راهگاهی فشارى معمولاً در مواردی استفاده می شود که نیاز به دقت بالا و به حداقل رساندن ضایعات وجود دارد.
برای این که یک سیستم راهگاهی فشارى داشته باشیم، باید رابطه ای بین سطح مقطع اجزای مختلف راهگاه برقرار باشد. این رابطه معمولاً به صورت زیر بیان می شود:
این معادله نشان می دهد که برای داشتن یک سیستم راهگاهی فشارى، باید سرعت جریان مذاب در بخش های مختلف راهگاه به طور مناسب تنظیم شده باشد تا انتقال و هدایت مذاب به درستی انجام شود.
ویژگی ها و مزایای سیستم راهگاهی فشارى:
- به دلیل استفاده از فشار برای انتقال مذاب، سرعت ورود مذاب به قالب بالاتر است.
- کاهش ضایعات و مصرف مواد اولیه به دلیل عدم نیاز به استفاده از ماهیچه ها یا استفاده کمتر از مواد مصرفی.
- دقت بالا در انتقال مذاب و به دنبال آن قطعات با کیفیت بیشتر.
سیستم راهگاهی فشارى معمولاً در تولید قطعات با دقت بالا و یا زمانی که قطعات بزرگ و پیچیده باید تولید شوند، مورد استفاده قرار می گیرد.
سیستم راهگاهی غیر فشاری
سیستم راهگاهی غیر فشاری بیشتر برای آلیاژهایی مانند آلومینیوم و منیزیم که حساسیت به اکسید شدن دارند، استفاده می شود. در این نوع سیستم، جریان مذاب به صورت طبیعی و بدون فشار از راهگاه های مختلف وارد قالب می شود. این سیستم برای جلوگیری از تشکیل لایه اکسید در مذاب و کاهش خطرات ناشی از اکسیداسیون فلزات حساس به هوا، مناسب است.
ویژگی های سیستم راهگاهی غیر فشاری:
- استفاده از جریان طبیعی مذاب:
- در این سیستم، مذاب به طور طبیعی و بدون اعمال فشار وارد قالب می شود، که باعث جلوگیری از ایجاد اکسید در سطح مذاب می شود.
- عدم فشار بر روی مذاب:
- به خاطر اینکه فشار در این سیستم اعمال نمی شود، احتمال واکنش فلزات حساس به هوا (مثل آلومینیوم و منیزیم) کاهش می یابد و در نتیجه خطر تشکیل اکسید در سطح مذاب کم می شود.
- مناسب برای آلیاژهای حساس:
- آلیاژهایی که ممکن است در اثر تماس با هوا یا گازها اکسید شوند (مانند آلومینیوم و منیزیم)، با استفاده از این نوع سیستم، می توانند در دماهای بالاتر و بدون نگرانی از آسیب دیدن سطح فلز، ریخته گری شوند.
مزایای سیستم راهگاهی غیر فشاری:
- کاهش اکسیداسیون: به دلیل عدم فشار، تماس مذاب با هوا کمتر بوده و احتمال اکسید شدن سطح مذاب به حداقل می رسد.
- کنترل بهتر کیفیت سطح: در این سیستم، آلیاژهایی که نسبت به اکسیداسیون حساس هستند، می توانند با کیفیت سطحی بالاتری تولید شوند.
- بهترین برای آلیاژهای غیرآهنی: این سیستم به ویژه برای آلیاژهایی که در شرایط ریخته گری تحت فشار احتمال اکسید شدن دارند، بسیار مناسب است.
در مجموع، سیستم راهگاهی غیر فشاری برای قطعات حساس به اکسیداسیون و همچنین آلیاژهایی که باید به طور دقیق و بدون آسیب دیدگی در دماهای بالا ریخته گری شوند، مناسب است.
تغذیه گذاری در ریخته گری
تغذیه گذاری فرآیندی است که در آن محفظه ای برای جبران کمبود مذاب قطعه در اثر انجماد و جلوگیری از ایجاد حفرات انقباضی طراحی می شود. این مرحله بسیار مهم است، زیرا در هنگام انجماد فلز، حجم آن کاهش می یابد و این کاهش حجم می تواند منجر به تشکیل حفرات و نقص های داخل قطعه شود.
نقش تغذیه گذاری:
- جبران انقباض مذاب:
- هنگامی که فلز مذاب در قالب انجماد می یابد، حجم آن کاهش می یابد. برای جلوگیری از ایجاد حفرات و نقص های داخلی، تغذیه گذاری باعث می شود که مقدار مذاب اضافی به نقاطی که مذاب کم آورده، هدایت شود.
- جلوگیری از حفرات انقباضی:
- حفرات انقباضی به دلیل کاهش حجم فلز مذاب در زمان انجماد ایجاد می شوند. تغذیه گذاری می تواند از این مشکل جلوگیری کند و به قطعه کمک کند تا از نظر ساختاری سالم و بدون نقص باقی بماند.
- تأمین مذاب در زمان انجماد:
- در فرایند انجماد، تغذیه گذاری مذاب را به نقاطی که در هنگام انجماد به علت انقباض، دچار کمبود می شوند، هدایت می کند. این عمل باعث می شود که هیچ فضای خالی و نقص داخلی در قطعه ایجاد نشود.
روش های تغذیه گذاری:
- تغذیه از راه گاه ها: معمولاً از طریق سیستم های راهگاهی (راهگاه اصلی و فرعی) و با استفاده از حوضچه های تغذیه که در نقاط خاص قالب قرار دارند، انجام می شود.
- محفظه های تغذیه: محفظه های ویژه ای طراحی می شوند که مذاب به طور تدریجی و در زمان مناسب به نقاط کمبود مذاب وارد شوند.
مزایای تغذیه گذاری:
- جلوگیری از نقص های انقباضی: از ایجاد حفرات و نقص های انقباضی در قطعه جلوگیری می کند.
- افزایش کیفیت قطعات ریختگی: قطعات تولید شده با این روش از نظر ساختاری سالم تر و مقاوم تر خواهند بود.
- ایجاد قطعات دقیق تر: باعث بهبود دقت ابعادی قطعات تولید شده می شود.
در نهایت، تغذیه گذاری یکی از مراحل حیاتی در فرایند ریخته گری است که به حفظ کیفیت و یکپارچگی قطعات تولیدی کمک می کند.
وظایف فرعی تغذیه گذاری عبارتند از:
- خروج هوا یا گاز محبوس شده درون قالب:
تغذیه گذاری باعث می شود که هوا یا گازهای محبوس در قالب به راحتی خارج شوند، این موضوع از ایجاد نقص ها و حباب های هوا در قطعه جلوگیری می کند. - خبر از یخ زدن قالب:
تغذیه گذاری می تواند به عنوان نشانه ای از زمان انجماد فلز در قالب عمل کند. زمانی که تغذیه گذاری به درستی انجام شود، نشان دهنده این است که قالب در حال سرد شدن به طور یکنواخت است. - ایجاد شیب حرارتی مناسب در قالب:
تغذیه گذاری به انجماد جهت دار کمک می کند. این شیب حرارتی از طرف دیواره های قالب به سمت محل تغذیه فراهم می شود، که به انجماد یکنواخت تر و باکیفیت تر قطعه کمک می کند.
تغذیه باز در ریخته گری
تغذیه باز به نوعی از تغذیه گفته می شود که بالا و یا دهانه آن باز است و به فشار هوای خارج متصل می باشد. این نوع تغذیه معمولاً در بخش بالای قالب تعبیه می شود. معمولاً شکل آن مدور و استوانه ای است تا مذاب داخل آن به آرامی سرد شود. سطح بالای آن معمولاً با مواد گرمازا پوشیده می شود تا از انتقال حرارت به طور یکنواخت جلوگیری کند و سرد شدن مذاب به طور مناسب صورت گیرد.
مزایا تغذیه باز در ریخته گری
- سهولت ساخت: ساخت تغذیه باز ساده است.
- عدم ایجاد خلا: در این نوع تغذیه مشکلی از نظر ایجاد خلا در داخل آن وجود ندارد.
تغذیه بسته در ریخته گری
در تغذیه بسته، محفظه تغذیه به طور کامل درون قالب قرار می گیرد و بسته است. این نوع تغذیه معمولاً در درجه بالایی یا پایینی قالب قرار می گیرد. در برخی موارد، یک هواکش برای خروج گازهای تولیدی حین انجماد درون آن نصب می شود. این نوع تغذیه، معمولاً به صورت مدور طراحی می شود تا مذاب داخل آن به طور یکنواخت و با سرعت کمتری سرد شود.
مزایای تغذیه بسته در ریخته گری
- ساخت در هر شکل و وضعیت: برخلاف تغذیه باز، در تغذیه بسته می توان آن را در هر شکلی و در هر موقعیتی ساخت.
- وزن کمتر: این نوع تغذیه معمولاً وزن کمتری دارد.
- آسان جدا شدن: به راحتی از قالب جدا می شود.
- سرد شدن کندتر: سرعت سرد شدن مذاب در تغذیه بسته کمتر است که باعث بهبود انجماد جهت دار می شود.
معایب تغذیه بسته در ریخته گری:
- ایجاد خلا درون تغذیه: ممکن است درون تغذیه بسته خلا ایجاد شود که این می تواند باعث کشیده شدن مذاب از قالب به داخل تغذیه شود.
- ساخت مشکل تر: ساخت تغذیه بسته به مراتب پیچیده تر از نوع باز است.
مقایسه:
- حجم تغذیه باز بیشتر است: حجم تغذیه باز نسبت به تغذیه بسته کمی بزرگتر است.
- ارتفاع تغذیه باز بیشتر است: در تغذیه باز معمولاً ارتفاع تغذیه به اندازه ارتفاع درجه بالایی قالب است.
در طراحی و ساخت تغذیه برای فرآیند ریخته گری، توجه به نکات خاصی ضروری است تا به بهبود کیفیت قطعه ریخته گری و کاهش هزینه ها کمک کند. نکات زیر از اهمیت بالایی برخوردار هستند:
- کاهش سطح تماس تغذیه با قطعه:
- شکل تغذیه باید به گونه ای باشد که سطح تماس آن با قطعه به حداقل برسد. این کار نه تنها به کاهش هزینه های تمیزکاری قطعه کمک می کند، بلکه فرآیند برش و جدا کردن تغذیه از قطعه را نیز تسهیل می کند.
- زمان انجماد تغذیه:
- زمان انجماد تغذیه باید بیشتر از زمان انجماد خود قطعه باشد. این امر باعث می شود که تغذیه به طور مؤثرتر در تأمین مواد مذاب برای جبران انقباض در زمان انجماد قطعه عمل کند.
- شکل استوانه ای تغذیه:
- برای بهبود انجماد و جریان حرارت، معمولاً تغذیه را به صورت استوانه ای طراحی می کنند. این شکل باعث می شود که سطح تماس مذاب با دیواره های تغذیه به طور یکنواخت سرد شود و انجماد به طور کنترل شده انجام گیرد.
- همچنین سطح بالای تغذیه به صورت مدور طراحی می شود تا از سرد شدن سریع و ایجاد تنش های حرارتی جلوگیری شود.
- شیب تغذیه:
- تغذیه معمولاً دارای شیب به سمت قطعه است تا از ایجاد تلاطم در مذاب جلوگیری کرده و همچنین هوا از داخل تغذیه کشیده نشود. این امر کمک می کند که مذاب به طور یکنواخت وارد محفظه قالب شود.
- موقعیت نصب تغذیه:
- تغذیه باید در محلی نصب شود که فشار و وزن فلز مذاب به اندازه کافی به تمام قسمت های قطعه در حال انجماد وارد شود. این کار تضمین می کند که هیچ قسمت از قطعه تحت تاثیر انقباض قرار نگرفته و حفرات انقباضی در قطعه ایجاد نشود.
نکات ضروری برای مکان نصب تغذیه:
- محل تغذیه باید به گونه ای انتخاب شود که توزیع مذاب در سراسر قالب یکنواخت باشد و هیچ بخشی از قطعه از تامین مذاب کافی محروم نشود.
- به طور کلی، تغذیه باید در بالاترین نقطه قالب یا نزدیک به نقاطی نصب شود که بیشترین انقباض در قطعه رخ می دهد، تا فرآیند تغذیه به طور مؤثر انجام شود.
عوامل مختلف در طراحی تغذیه و سیستم راهگاهی
عوامل مختلفی در طراحی تغذیه و سیستم راهگاهی تأثیر دارند که باید به آنها توجه کرد. این عوامل به شرح زیر هستند:
- پیچیدگی شکل قطعه:
- پیچیدگی قطعه تأثیر زیادی بر نحوه طراحی سیستم راهگاهی و تغذیه دارد. برای قطعات پیچیده که اشکال مختلفی دارند، نیاز به کانال ها و تغذیه های متنوع و ویژه تری است. سیستم راهگاهی باید به گونه ای طراحی شود که به تمامی قسمت های قالب مذاب منتقل شود بدون اینکه در مسیر جریان مذاب، انسداد یا مشکل ایجاد شود.
- نوع آلیاژ ریختگی:
- آلیاژهایی که در فرآیند ریخته گری استفاده می شوند، خصوصیات متفاوتی از نظر دمای ذوب، انقباض و واکنش با هوا دارند. برای مثال، آلیاژهای حساس به اکسیداسیون مانند آلومینیوم و منیزیم به طراحی ویژه تری نیاز دارند که از اکسیداسیون و ورود آلودگی ها جلوگیری کند. به همین دلیل نوع آلیاژ در انتخاب مواد برای تغذیه و سیستم راهگاهی مهم است.
- تعداد تغذیه های مورد نیاز:
- بسته به اندازه قطعه و نحوه انجماد آن، ممکن است نیاز به چندین تغذیه برای جلوگیری از ایجاد حفرات انقباضی و تأمین مذاب در زمان انجماد باشد. بنابراین تعداد تغذیه ها باید به طور دقیق محاسبه شود تا تمامی قسمت ها از مذاب کافی برخوردار شوند و از بروز مشکلات انقباضی جلوگیری شود.
- اندازه و تعداد قسمت های ضخیم قطعه:
- در قطعات با بخش های ضخیم تر، انجماد کندتر انجام می شود و به طور طبیعی ممکن است نیاز به تغذیه بیشتری باشد تا انقباض این بخش ها جبران شود. برای جلوگیری از بروز مشکلات در بخش های ضخیم قطعه، باید تغذیه ها در نقاطی که نیاز به تأمین مذاب بیشتر دارند، نصب شوند.
5- سهولت قالب گیری:
- طراحی سیستم راهگاهی و تغذیه باید به گونه ای باشد که فرآیند قالب گیری آسان و سریع باشد. برای این منظور، باید از موادی استفاده کرد که در حین فرآیند ریخته گری جریان خوبی داشته باشند و مشکلاتی مانند مسدود شدن یا چسبیدن مواد به قالب را به حداقل برساند. همچنین، استفاده از طرح های ساده و کارآمد در قالب گیری می تواند باعث کاهش زمان تولید و هزینه ها شود.
6- سهولت قطع شدن سیستم راهگاهی از قطعه پس از انجماد:
- پس از انجماد قطعه، باید به راحتی از قالب خارج شود بدون اینکه به قطعه آسیب وارد شود. بنابراین طراحی تغذیه و سیستم راهگاهی باید به گونه ای باشد که قطع قطعه از قالب به آسانی و بدون ایجاد فشار اضافی انجام شود. به همین دلیل، نوع و موقعیت تغذیه باید طوری انتخاب شود که به راحتی از قطعه جدا شده و مشکلی برای بیرون آوردن قطعه از قالب به وجود نیاید.
7- امکان تمیز کاری سطح اتصال تغذیه به قطعه پس از قطع آن:
- سطح اتصال تغذیه به قطعه باید طوری طراحی شود که پس از قطع شدن، امکان تمیزکاری و پرداخت راحت تری داشته باشد. این به معنای این است که سطح اتصال نباید به گونه ای باشد که نیاز به عملیات پیچیده و زمان بر برای حذف آن داشته باشد. طراحی باید به گونه ای باشد که پس از قطع قطعه، سطح اتصال تغذیه به سادگی قابل تمیزکاری و اصلاح باشد.
8- امکان انجماد جهت دار:
- انجماد جهت دار به فرآیند انجماد قطعه گفته می شود که در آن قطعه به صورت یکنواخت از یک نقطه به نقاط دیگر قالب انجماد پیدا کند. این ویژگی برای جلوگیری از ایجاد تنش های داخلی و حفرات انقباضی بسیار مهم است. سیستم تغذیه باید طوری طراحی شود که انجماد را به صورت کنترل شده و به سمت نقاط ضروری هدایت کند تا قطعه نهایی خواص مکانیکی بهتری داشته باشد.
9- ذوب ریزی:
- در فرآیند ریخته گری، فلزات باید به دمای ذوب مناسب برسند تا قابلیت ریخته شدن به داخل قالب را پیدا کنند. برای این منظور، کوره هایی که برای ذوب فلزات استفاده می شوند، باید ویژگی های خاصی داشته باشند تا فرآیند ذوب به بهترین نحو انجام شود.
کوره ذوب ریخته گری
کوره های ذوب ریخته گری (Foundry Furnaces) به عنوان تجهیزات اساسی در فرآیند ریخته گری، نقش کلیدی در ذوب و آماده سازی فلزات برای تولید قطعات مختلف ایفا می کنند. این کوره ها با استفاده از منابع انرژی متنوعی مانند گاز طبیعی، برق، سوخت های فسیلی و القای الکترومغناطیسی، گرمای مورد نیاز برای ذوب فلزات را تأمین می کنند. بسته به نوع فلز، میزان تولید و دقت کنترل دما، از انواع مختلفی مانند کوره بوته ای (Crucible Furnace)، کوره قوس الکتریکی (Electric Arc Furnace – EAF)، کوره القایی (Induction Furnace) و کوره کوپولا (Cupola Furnace) استفاده می شود. کوره های بوته ای برای تولیدات محدود و فلزات غیرآهنی مانند آلومینیوم و برنز به کار می روند، درحالی که کوره های قوس الکتریکی و القایی، به واسطه دقت بالا در کنترل دما و راندمان بالای انرژی، در تولید فولاد و آلیاژهای خاص ترجیح داده می شوند. همچنین، در ریخته گری های سنتی، از کوره های تشعشعی و کوپولا برای ذوب چدن استفاده می شود که هر یک مزایای خاص خود را دارند. انتخاب نوع کوره مناسب، به عواملی مانند نوع فلز، ظرفیت تولید، هزینه های عملیاتی و نیازهای خاص فرآیند وابسته است.
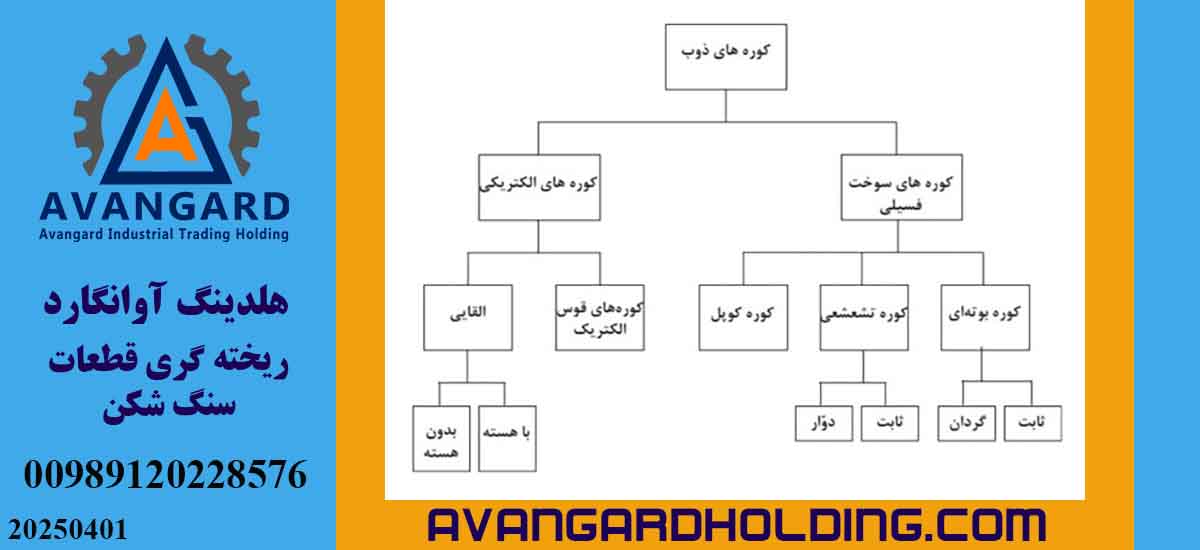
ویژگی های کوره های ذوب در ریخته گری
- ایجاد دمای لازم برای ذوب:
- کوره ها باید قادر به ایجاد دمای کافی برای ذوب فلزات باشند تا فلزات مذاب به راحتی به قالب ریخته شوند.
- حداقل آلودگی مذاب:
- کوره ها باید به گونه ای طراحی شوند که آلودگی ها به حداقل برسند، چرا که وجود ناخالصی ها در فلز مذاب می تواند خواص مکانیکی قطعات نهایی را تحت تاثیر قرار دهد.
- تغذیه ذوب اقتصادی:
- کوره ها باید به طور اقتصادی کار کنند، به این معنا که مصرف انرژی کوره ها باید بهینه باشد و هزینه های تولید را کاهش دهد.
- حداقل آلودگی محیط زیست:
- در فرآیند ذوب ریزی، کوره ها باید به گونه ای طراحی شوند که آلودگی های زیست محیطی ناشی از سوخت های مختلف را به حداقل برسانند.
انواع کوره های ذوب در ریخته گری:
به طور کلی، کوره های ذوب به دسته های مختلفی تقسیم می شوند که هرکدام برای ذوب فلزات مختلف مناسب هستند:
- کوره کوپل:
- این کوره ها برای ذوب فلزات خاصی مثل چدن استفاده می شوند و معمولاً به صورت ایستاده و با استفاده از سوخت های جامد عمل می کنند.
- کوره زمینی (بوته ای) :
- در این کوره ها، بوته یا محفظه ای که فلز در آن ذوب می شود در داخل کوره قرار دارد. این نوع کوره ها معمولاً برای ذوب فلزات با دمای ذوب بالا مانند فولاد مناسب هستند.
- کوره شعله ای:
- در این کوره ها، برای ایجاد حرارت از شعله های مستقیم استفاده می شود. این نوع کوره ها برای ذوب سریع فلزات مناسب هستند.
- کوره قوس الکتریکی:
- این نوع کوره ها از برق برای ایجاد قوس الکتریکی استفاده می کنند و به ویژه برای ذوب فلزاتی مانند فولاد به کار می روند.
- کوره القایی:
- کوره های القایی از جریان الکتریکی برای ایجاد حرارت استفاده می کنند و معمولاً برای ذوب فلزات حساس به دما مانند ، آلومینیوم، مس، و برنج، همچنین در انواع فولاد مانند فولاد منگنزی و در انواع چدن های آلیاژی مانند چدن نایهارد، چدن های کروم مناسب هستند.
این کوره ها با توجه به نوع فلزات و نیازهای تولید، انتخاب می شوند تا فرآیند ذوب به بهترین شکل ممکن انجام گیرد.
کوره زمینی:
کوره های زمینی به طور معمول در زمین های حفر شده طراحی می شوند. در این کوره ها، ابتدا حفره ای در داخل زمین ایجاد می شود و دیواره های آن با آجر و مواد نسوز پوشانده می شود تا از حرارت بالا و فرسایش جلوگیری شود. بوته های گرافیتی، شاموتی یا کربورسیلیسی داخل حفره قرار می گیرند و مواد شارژ (فلزات یا سایر مواد ذوب شونده) درون بوته ریخته می شود.
برای انتقال حرارت به مواد شارژ، معمولاً مشعل هایی که در کنار بوته در کف کوره نصب شده اند، مورد استفاده قرار می گیرند. این مشعل ها حرارت را به طور غیرمستقیم به مواد شارژ منتقل می کنند. در این کوره ها، می توان از سوخت های مایع یا گازی برای تولید حرارت استفاده کرد که این ویژگی باعث می شود کوره های زمینی برای مصارف مختلف مناسب باشند.
ویژگی ها و مزایای کوره های زمینی:
کوره های زمینی دارای مزایای مختلفی هستند که آن ها را برای استفاده در فرآیند ذوب فلزات مناسب می سازد. از جمله مزایای آن ها می توان به ارزان بودن هزینه ساخت و تهیه ذوب اشاره کرد. علاوه بر این، به دلیل اینکه محصولات ناشی از احتراق در تماس با مذاب قرار نمی گیرند، آلودگی مذاب کاهش می یابد که این ویژگی برای کوره هایی که با سوخت های غیر از برق کار می کنند، یک مزیت بزرگ به شمار می آید.
- انعطاف در استفاده از سوخت:
- این کوره ها قابلیت استفاده از سوخت های مایع یا گازی را دارند که امکان انتخاب سوخت مناسب برای فرآیند ذوب را فراهم می کند.
- ساخت ساده و مقرون به صرفه:
- ساختار کوره های زمینی ساده است و هزینه های ساخت آنها معمولاً پایین تر از سایر کوره ها است.
- مناسب برای ذوب فلزات با دمای ذوب بالا:
- کوره های زمینی معمولاً برای ذوب فلزاتی که دمای ذوب بالاتری دارند (مانند فولاد) استفاده می شوند.
- هزینه پایین تهیه ذوب و ساخت:
- هزینه پایین ساخت و نگهداری این کوره ها یکی از بزرگترین مزایای آن ها است، که باعث می شود برای استفاده در صنایع کوچک مقرون به صرفه باشد.
- کاهش آلودگی مذاب:
- به دلیل عدم تماس مستقیم محصولات احتراق با مذاب، آلودگی مذاب کاهش می یابد که این ویژگی در فرآیندهای ذوب مهم است.
- مناسب برای فلزات غیرآهنی:
- کوره های زمینی به ویژه برای ذوب فلزات غیرآهنی مانند آلومینیوم کاربرد دارند، زیرا دمای ذوب این فلزات نسبتاً پایین است و کوره های زمینی قادر به تأمین این دما هستند.
معایب کوره های زمینی:
- آلودگی بالا:
- به دلیل استفاده از سوخت های فسیلی و مشعل های موجود در این کوره ها، ممکن است آلودگی هوا و محیط زیست در مقایسه با کوره های دیگر بیشتر باشد.
- کنترل دما دشوارتر:
- در این کوره ها کنترل دقیق دمای ذوب دشوارتر است و ممکن است باعث نوسانات دما در فرآیند ذوب شود.
- محدودیت در ظرفیت ذوب:
- به طور کلی، این نوع کوره ها برای مقادیر بزرگتر ذوب مناسب نیستند و ظرفیت آنها محدود است.
- ظرفیت پایین:
- به دلیل مشکلاتی که در حمل و نقل بوته های بزرگ وجود دارد، ظرفیت ذوب این کوره ها محدود است.
- راندمان حرارتی پایین:
- کوره های زمینی معمولاً دارای راندمان حرارتی کمی هستند که باعث می شود انرژی بیشتری برای ذوب نیاز باشد و کارایی کوره کاهش یابد.
- محدودیت در استفاده برای فلزات با دمای ذوب بالا:
- این کوره ها برای فلزاتی که نیاز به دماهای بسیار بالا دارند، مانند فولاد، کارایی کمتری دارند و بیشتر برای فلزات با دمای ذوب پایین مانند آلومینیوم و منیزیم مناسب هستند.
کوره های زمینی معمولاً برای ذوب فلزاتی که نیاز به دمای بالا دارند، اما در مقیاس کوچکتر استفاده می شوند و در صنایع کوچک و کارگاه ها رایج هستند. به طور کلی، کوره های زمینی بیشتر برای ذوب فلزات غیرآهنی و در ظرفیت های کوچک تا متوسط کاربرد دارند و برای صنایع با مقیاس بزرگ یا فلزات با دمای ذوب بالا، گزینه های بهتری مانند کوره های القایی یا کوره های قوس الکتریکی وجود دارند.
کوره شعله ای:
کوره های شعله ای یکی از انواع کوره ها هستند که برای تولید حرارت در فرآیند ذوب فلزات استفاده می شوند. این کوره ها معمولاً از یک مشعل برای ایجاد شعله و تأمین حرارت استفاده می کنند. مشعل ها از سوخت های مایع مانند گازوئیل یا سوخت گازی استفاده می کنند. در این کوره ها، جریان حرارت از طریق شعله به درون کوره منتقل می شود، و این کوره ها از یک استوانه فلزی ساخته می شوند که درون آن با آجر نسوز پوشانده شده است.
ویژگی های کوره های شعله ای:
- ساختار کوره:
- این کوره ها شامل یک استوانه فلزی هستند که داخل آن با آجر نسوز پوشانده شده است.
- مشعل در یک سمت کوره قرار دارد و محصولات احتراق از طریق دودکش به سمت بیرون کوره هدایت می شوند.
- عملکرد کوره:
- این کوره ها معمولاً به صورت افقی نصب می شوند و روی چهار چرخ در ارتفاع بالاتر از سطح زمین قرار می گیرند.
- کوره های دوار که به این کوره ها تعلق دارند، به دلیل اتصال به یک موتور الکتریکی قادر به چرخش هستند.
- مواد مذاب به تدریج از طریق درگاه کوچکی که در سمت دیواره کوره نصب شده، وارد کوره می شود.
- پس از ذوب شدن مواد، مواد مذاب از طریق درب پایین کوره به پاتیل ریخته می شود.
مزایای کوره های شعله ای:
- ظرفیت ذوب بالا:
- این کوره ها نسبت به کوره های زمینی و بوته ای ظرفیت ذوب بیشتری دارند.
- قادر به ذوب مقادیر بیشتری از فلزات هستند و معمولاً در ظرفیت هایی بالاتر از 2 تن هم تولید می شوند.
- ترکیب شیمیایی یکنواخت:
- از آنجایی که کوره در حال چرخش است، ترکیب شیمیایی مذاب یکنواخت تر می شود.
معایب کوره های شعله ای:
- آلودگی مذاب:
- تماس شعله و محصولات احتراق با مواد شارژی باعث می شود که آلودگی مذاب بیشتر شود و کیفیت آن کاهش یابد.
- زمان ذوب طولانی:
- زمان ذوب در این کوره ها نسبتاً طولانی است.
- راندمان حرارتی پایین:
- کوره های شعله ای معمولاً راندمان حرارتی کمتری دارند که به معنی مصرف بیشتر انرژی است.
کاربرد کوره های شعله ای:
این کوره ها به دلیل ظرفیت بالا و امکان تولید ذوب در مقیاس بزرگ تر معمولاً برای ذوب فلزات غیرآهنی (مانند آلومینیوم) و برخی فلزات دیگر استفاده می شوند. با اینکه زمان ذوب طولانی است و راندمان حرارتی پایینی دارند، اما به دلیل توانایی در تولید مقادیر زیاد مذاب و یکنواختی در ترکیب شیمیایی، همچنان در بسیاری از صنایع مورد استفاده قرار می گیرند.
عمل تهیه ذوب در کوره های شعله ای معمولاً به صورت منقطع انجام می شود. این به این معنا است که تمام ظرفیت کوره در هر بار ذوب پر نمی شود. در ابتدا، مقدار مشخصی از مواد شارژی به داخل کوره ریخته می شود و سپس به تدریج با افزودن مواد جدید، فرآیند ذوب ادامه می یابد.
این فرآیند به این صورت است که:
- شروع با مواد شارژی کم: ابتدا تنها مقدار کمی از مواد شارژی (فلزات یا آلیاژهای مورد نظر) به داخل کوره ریخته می شود.
- افزایش تدریجی مواد: پس از اینکه بخشی از مواد در کوره ذوب شدند، مواد جدید به تدریج اضافه می شوند تا به طور مداوم فرآیند ذوب ادامه یابد.
- کنترل دما: در حین این فرآیند، دمای کوره به دقت کنترل می شود تا مطمئن شویم که دما در محدوده مناسب برای ذوب فلزات باقی بماند.
- خروج مذاب: پس از اینکه تمام مواد به درستی ذوب شدند، مواد مذاب از کوره خارج می شوند و به مرحله بعدی (ریخته گری یا فرآیندهای دیگر) منتقل می شوند.
این روش منقطع، به کاربر این امکان را می دهد که کنترل بهتری بر روی فرآیند ذوب داشته باشد و بتواند به طور مداوم عملیات را انجام دهد، بدون اینکه نیاز به پر کردن کامل کوره باشد. این نوع فرآیند معمولاً در کوره های شعله ای برای فلزات با دمای ذوب پایین تر کاربرد دارد و می تواند در کاهش هدررفت انرژی و بهینه سازی مصرف سوخت کمک کند.
کوره قوس الکتریکی
کوره های قوس الکتریکی برای تهیه ذوب فلزات با استفاده از انرژی الکتریکی طراحی شده اند و به دلیل ویژگی های منحصر به فرد خود، از کاربردهای زیادی در صنعت ریخته گری برخوردارند. این کوره ها معمولاً در مواقعی که نیاز به دما و کنترل دقیق برای ذوب فلزات حساس یا تولید مقادیر بالا از مذاب است، مورد استفاده قرار می گیرند.
در کوره های قوس الکتریکی، حرارت از طریق ایجاد قوس الکتریکی بین دو الکترود گرافیتی به مواد شارژی داخل کوره منتقل می شود. این فرآیند باعث می شود که فلزات به سرعت ذوب شوند و فرآیند تولید ذوب به دقت و با کنترل بالایی انجام گیرد.
انواع کوره های قوس الکتریکی
کوره های قوس الکتریکی به دو نوع مستقیم و غیر مستقیم تقسیم می شوند، که هر کدام ویژگی های خاص خود را دارند و در صنایع مختلف کاربردهای متفاوتی دارند:
- کوره های نوع مستقیم (Direct Arc Furnace)
- در این نوع کوره های قوس الکتریکی با الکترودهای گرافیتی (DC) ، الکترودها به طور مستقیم به ولتاژ متصل می شوند و جریان مستقیم (DC) از طریق آن ها عبور می کند. این نوع کوره ها معمولاً برای فلزات خاص یا آلیاژهایی که نیاز به ذوب با دمای دقیق و کنترل شده دارند، استفاده می شود.
- ساختار و عملکرد: در این نوع کوره ها، تنها یک سری الکترود گرافیتی در سقف کوره قرار دارد و قوس الکتریکی بین این الکترودها و مواد شارژی (فلزات) ایجاد می شود. این نوع کوره ها بیشتر برای ذوب فولاد و آلیاژهای آهنی استفاده می شوند.
- کاربرد: معمولاً در صنایع فولادسازی و برای تولید فولاد مذاب با دمای بالا به کار می روند.
- ویژگی ها:
- ایجاد قوس مستقیم بین الکترود و مواد شارژی.
- کنترل دقیق دما و ذوب سریع فلزات.
- توانایی ذوب فولاد و دیگر فلزات آهنی با دماهای بالا.
- کوره های نوع غیر مستقیم (Indirect Arc Furnace)
- در این نوع کوره های قوس الکتریکی با الکترودهای مثبت و منفی (AC) جریان متناوب (AC) برای ایجاد قوس استفاده می کنند. آن ها بیشتر در صنایع سنگین و برای ذوب فلزات با دمای ذوب بالا کاربرد دارند.
- ساختار و عملکرد: در این کوره ها، قوس الکتریکی بین دو جفت الکترود گرافیتی که روبرو یکدیگر در جداره کوره نصب شده اند، ایجاد می شود. این کوره ها معمولاً به صورت چرخان ساخته می شوند و بیشتر برای فلزات غیر آهنی مورد استفاده قرار می گیرند.
- کاربرد: این نوع کوره ها برای ذوب فلزات غیر آهنی مثل آلومینیوم، مس و برنج کاربرد دارند.
- ویژگی ها:
- ایجاد قوس بین دو جفت الکترود گرافیتی.
- استفاده بیشتر در صنایع فلزات غیر آهنی.
- معمولاً به صورت کوره های چرخان ساخته می شوند تا عملکرد بهینه تری داشته باشند.
مزایای کوره قوس الکتریکی:
کوره های قوس الکتریکی امروزه می توانند ظرفیت های بالایی تا 100 تن را داشته باشند، ولی معمولاً ظرفیت های زیر 25 تن برای تولیدات صنعتی رایج تر هستند. سرعت ذوب این کوره ها نیز به طور معمول به حدود 10 تن در ساعت می رسد، که این نشان دهنده عملکرد سریع آنها در فرآیند ذوب است.
- کنترل دقیق دما: امکان تنظیم دقیق دما برای ذوب فلزات حساس.
- کاربرد در تولید مقادیر زیاد: مناسب برای تولید انبوه مذاب با کیفیت بالا.
- کاهش آلودگی: ذوب تميز و بدون آلودگی بیشتر به دلیل استفاده از قوس الکتریکی به جای سوخت های فسیلی.
- سرعت بالای ذوب: توانایی ذوب سریع فلزات با دمای ذوب بالا.
- ذوب سریع و با کیفیت: فرآیند ذوب به سرعت و با کیفیت بالا انجام می شود.
معایب کوره قوس الکتریکی:
- مصرف انرژی بالا: این کوره ها نیاز به مصرف انرژی الکتریکی زیاد دارند.
- هزینه بالای تجهیزات: به دلیل استفاده از تجهیزات الکتریکی و نیاز به نگهداری دقیق، هزینه نصب و نگهداری این کوره ها بیشتر از کوره های سنتی است.
- مصرف برق زیاد: این کوره ها به دلیل استفاده از انرژی الکتریکی برای تولید حرارت نیاز به مصرف برق زیادی دارند که این موضوع می تواند هزینه های تولید را افزایش دهد.
- خوردگی الکترودها: الکترودهای گرافیتی که در کوره های قوس الکتریکی استفاده می شوند در طول فرآیند ذوب به تدریج مصرف می شوند و نیاز به تعویض دارند. این موضوع باعث افزایش هزینه های نگهداری و مصرف مواد می شود.
- دیر گداز شدن: در برخی مواقع، کوره های قوس الکتریکی با مشکل دیر گداز شدن (یا دیر سرد شدن) مواجه می شوند که می تواند بر کارایی و زمان تولید تأثیر بگذارد.
در نتیجه، کوره های قوس الکتریکی به دلیل توانایی های خود در کنترل دما و ذوب فلزات، در صنایع خاصی که نیاز به ذوب فلزات با دقت بالا دارند، کاربرد دارند.با این حال، این کوره ها همچنان به دلیل سرعت بالا در ذوب، کیفیت ذوب بهتر، و قابلیت کنترل دقیق دما، یکی از بهترین گزینه ها برای تولید فلزات با کیفیت بالا در مقیاس های صنعتی به شمار می روند.
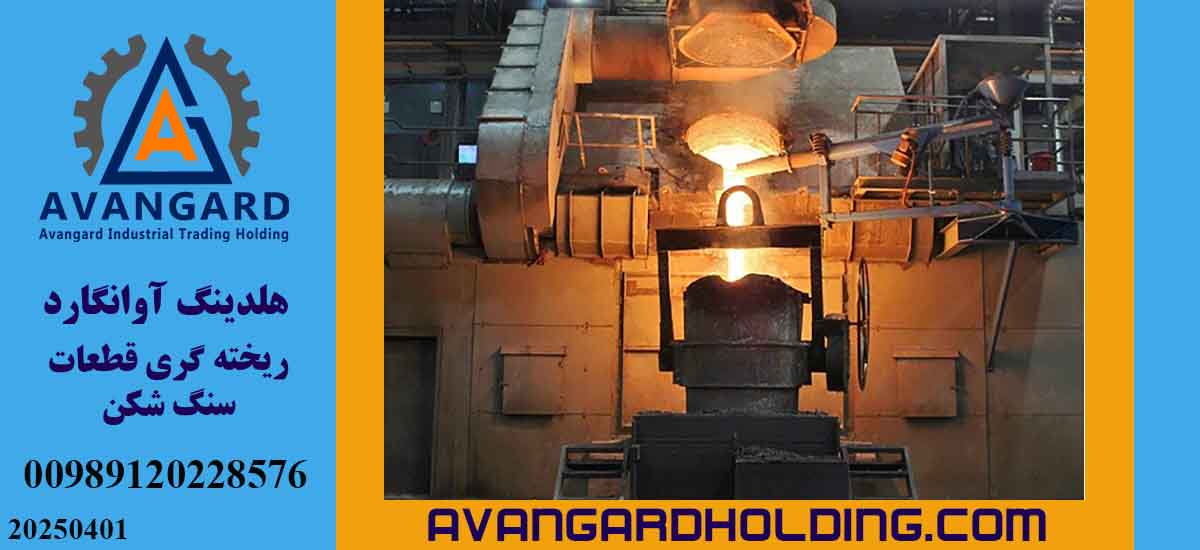
کوره القائی
کوره های القائی یکی از روش های متداول برای ذوب فلزات در صنعت هستند و در دو نوع اصلی طراحی می شوند:
- کوره های فرکانس بالا (بدون هسته):
در این نوع کوره ها، بوته ای از مواد نسوز در مرکز کوره قرار دارد و اطراف آن لوله های مسی که به صورت دیواره ای محاط شده اند، نصب می شود. این لوله ها به سیستم آب گردی (سیستم خنک کننده) مجهزند تا از داغ شدن بیش از حد جلوگیری کنند. با عبور جریان برق با فرکانس بالا از سیم پیچ مسی (سیم پیچ اولیه)، میدان مغناطیسی ایجاد می شود که باعث به وجود آمدن جریان ثانویه در فلز مذاب می شود. این جریان باعث گرم شدن سریع فلز می شود و فرآیند ذوب را تسریع می کند.
استفاده ها: این نوع کوره ها معمولاً برای ذوب فولاد، آلیاژهای دیر ذوب (مانند آلیاژهای پایه نیکل) و دیگر فلزات با دمای ذوب بالا استفاده می شوند.
- کوره های فرکانس پایین (هسته دار) :
در این نوع کوره ها، سیم پیچ مسی (کویل مسی) در اطراف کوره قرار دارد و جریان اولیه از آن عبور می کند تا میدان مغناطیسی ایجاد شود. سپس، جریان ثانویه از طریق حلقه ای از فلز مذاب ایجاد می شود و فلز مذاب باید از داخل این حلقه عبور کند تا گرم و ذوب شود. سرعت افزایش حرارت در این کوره ها بسیار بالا است.
ویژگی های کوره القایی
این کوره ها معمولاً برای ذوب فلزات با دمای ذوب پایین تر استفاده می شوند و سرعت ذوب بالایی دارند. در این کوره ها، ابتدا باید مقداری فلز مذاب به داخل کوره ریخته شود تا جریان ثانویه به درستی ایجاد شود.
مزایای کوره های القائی:
کوره های القائی تا ظرفیت 65 تن قابل ساخت هستند و یکی از ویژگی های بارز این کوره ها، توانایی تولید دماهای بسیار بالا است که به نوع عایق های به کار رفته و کارآیی آن ها در برابر اتلاف حرارتی بستگی دارد. به این معنا که میزان عایق بندی و کیفیت مواد نسوز در کوره تأثیر زیادی بر دمای تولیدی و بهره وری آن دارد.
- سرعت بالای ذوب: این کوره ها به دلیل توانایی بالا در گرم کردن فلزات، سرعت ذوب بسیار زیادی دارند.
- تمیزی ذوب: فرآیند ذوب در کوره های القائی بسیار تمیز است زیرا هیچ تماس مستقیمی با سوخت یا گازهای احتراقی وجود ندارد.
- کنترل دقیق دما: امکان کنترل دقیق دما در این کوره ها فراهم است.
- کاربردهای گسترده: به دلیل سرعت بالای ذوب و دقت در کنترل دما، این کوره ها در صنایع مختلفی مانند ذوب فلزات، تولید آلیاژهای خاص و تولید قطعات دقیق به طور گسترده استفاده می شوند.
معایب کوره های القائی:
- هزینه بالا: ساخت و نگهداری این کوره ها نسبت به کوره های دیگر ممکن است هزینه بیشتری داشته باشد.
- محدودیت در ظرفیت های بزرگ: این کوره ها برای تولید با ظرفیت های بسیار بالا مناسب نیستند و برای تولیدات بزرگ تر ممکن است گزینه های دیگری مانند کوره های قوس الکتریکی ترجیح داده شوند.
کوره های القائی به دلیل دقت و کارایی بالا در بسیاری از صنایع از جمله تولید فولاد، آلیاژهای فلزی و برخی از قطعات دقیق کاربرد فراوانی دارند. با این حال، به دلیل هزینه های اولیه بالا و محدودیت های ظرفیت در مقایسه با برخی کوره های دیگر مانند کوره های قوس الکتریکی، این نوع کوره ها بیشتر برای تولیدات با ظرفیت متوسط و نیاز به کنترل دقیق دما مناسب هستند.
معایب قطعات ریختگی:
- حفرات انقباضی: یکی از معایب رایج در قطعات ریختگی، وجود حفرات ناشی از انقباض فلز هنگام سرد شدن و تبدیل به حالت جامد است. این حفرات می توانند منجر به کاهش استحکام و کیفیت قطعه شوند.
- تخلخل و تراکم گازها: در فرآیند ریخته گری، گازهایی مانند اکسیژن و نیتروژن می توانند در مذاب حل شوند و در هنگام انجماد این گازها باعث ایجاد تخلخل در قطعه شوند که این امر می تواند خواص مکانیکی قطعه را تحت تأثیر قرار دهد.
- ترک های ناشی از انقباض: در فرآیند سرد شدن و انجماد فلز، انقباض ممکن است باعث ایجاد ترک های داخلی یا سطحی در قطعه شود که باعث کاهش استحکام و عمر مفید قطعه خواهد شد.
- مذاب ناخالص و آلوده: در بعضی از فرایندهای ریخته گری، مذاب ممکن است آلوده به سرباره ها، خاک ها و دیگر ناخالصی ها شود که باعث کاهش کیفیت قطعه می شود.
- دقت پایین ابعاد قطعه: در برخی از روش های ریخته گری، دقت ابعاد قطعات تولید شده ممکن است پایین باشد و نیاز به عملیات تکمیلی مانند ماشین کاری یا سنگ زنی داشته باشد.
- مشکلات مربوط به خنک سازی: فرایند خنک سازی قطعه می تواند به مشکلاتی مانند انقباض ناهمگن یا سرد شدن سریع در بخش های خاصی از قطعه منجر شود که ممکن است باعث تغییر شکل یا عدم استحکام شود.
- ریزش و تنش های حرارتی: در برخی از قطعات ریختگی، تغییرات سریع دما در هنگام ریخته گری و انجماد می تواند باعث ایجاد تنش های حرارتی در قطعه شود که به ترک یا تغییر شکل منتهی می شود.
این معایب می توانند تأثیر زیادی بر کیفیت و عملکرد قطعات تولید شده داشته باشند، به همین دلیل شناخت آن ها و اعمال روش های کنترل دقیق در فرایند ریخته گری ضروری است تا کیفیت قطعات به حد مطلوب برسد که این موارد کیفی در شرکت آوانگارد با نظارت دقیق واحد آزمایشگاه و کنترل کیفیت با دقت بالا بر روی قطعات بررسی می گردد.

پلیسه ها یا زائده ها در قطعات ریختگی
پلیسه ها یا زائده ها به عیوب سطحی در قطعات ریختگی گفته می شود که اغلب به دلیل مشکلات مختلف در فرآیند ریخته گری به وجود می آیند. این مشکلات می توانند منجر به کاهش کیفیت قطعه و حتی به وجود آمدن عیوبی در عملکرد آن شوند. دلایل رایج ایجاد پلیسه عبارتند از:
- پلیسه در سطح جداشده (در دو درجه): زمانی که قالب به درستی از هم جدا نمی شود یا سطح جدا شدن قالب به درستی طراحی نشده باشد، ممکن است پلیسه ها در محل های جدا شدن قالب ظاهر شوند. این پلیسه ها به طور عمده در اثر مشکلاتی مانند چسبندگی قالب یا عدم فشار مناسب در هنگام ریخته گری به وجود می آیند.
- ترکیدگی قالب: ترکیدگی یا شکست قالب در زمان انجماد یا فرآیند سرد شدن می تواند باعث ایجاد پلیسه های اضافی در سطح قطعه شود. این ترک ها باعث می شوند که فلز مذاب به ناحیه های غیرمنتظره ای نفوذ کرده و پلیسه هایی بر روی قطعه ایجاد کند.
- ماسه شویی کف قالب: در برخی مواقع، زمانی که ماسه های قالب از کف آن شسته می شوند، به طور غیرمستقیم باعث ایجاد برجستگی ها یا پلیسه ها در سطح قطعه می شود. این برجستگی ها ممکن است به دلیل باقی ماندن مواد اضافی یا استفاده نادرست از تجهیزات شست وشو ایجاد شوند.
- خرابی دیواره قالب: خرابی یا آسیب دیدگی دیواره های قالب هنگام خروج مدل از درون قالب می تواند به پلیسه ها منجر شود. در این مواقع، هنگام خارج کردن مدل از قالب، مواد مذاب یا قالب ممکن است به شکلی نامناسب از هم جدا شوند و پلیسه ها را در سطح قطعه ایجاد کنند.
این پلیسه ها می توانند تأثیر زیادی بر ظاهر و کیفیت نهایی قطعه داشته باشند. برای رفع این مشکل، معمولاً از عملیات پس از ریخته گری مانند ماشین کاری یا صیقل دادن استفاده می شود تا سطح قطعه صاف و بدون عیب باشد.
حفرات یا تخلخل در قطعات ریختگی
حفرات یا تخلخل در قطعات ریختگی، معمولاً به دلیل مشکلاتی در فرآیند ریخته گری به وجود می آیند. این حفرات می توانند به شکل حفرات ریز و درشت در سطح یا داخل قطعه ظاهر شوند که بر کیفیت قطعه تأثیر می گذارند. دلایل عمده ایجاد حفرات در قطعات ریختگی عبارتند از:
حفرات گازی (حفرات هوا):
این حفرات زمانی ایجاد می شوند که گازهای موجود در محیط (مثل اکسیژن یا نیتروژن) در داخل مذاب حل می شوند و هنگام انجماد و تبدیل مذاب به جامد، به دلیل کاهش مولکولی گازها، این حباب ها در قطعه به صورت حفرات باقی می مانند.
دلایل عمده ایجاد حفرات گازی عبارتند از:
- استفاده از ماسه مرطوب: هنگامی که ماسه قالب مرطوب باشد، می تواند باعث جذب گازها و ایجاد حفرات گازی شود.
- استفاده از مواد فرار: موادی که در حین فرآیند ریخته گری از بین می روند یا تبخیر می شوند، می توانند گازهایی ایجاد کنند که در مذاب حل می شوند و هنگام انجماد حفرات گازی ایجاد کنند.
- بالا بودن دمای ریختن: دمای بالای ریختن فلز می تواند باعث حبس گازهای اضافی در داخل مذاب شود.
- نفوذپذیری پایین ماسه قالب: اگر ماسه قالب نتواند گازهای ایجاد شده را به راحتی از قالب خارج کند، این گازها در داخل قطعه باقی می مانند.
حفرات گازی معمولاً به صورت حفرات ریز، تقریباً مدور، و با سطح داخلی صاف و هموار در قطعه ظاهر می شوند. این حفرات می توانند بر روی خواص مکانیکی قطعه تأثیر بگذارند و موجب کاهش مقاومت و استحکام آن شوند.
برای جلوگیری از حفرات گازی، می توان از بهینه سازی شرایط ریخته گری، کنترل دما، استفاده از ماسه خشک و استفاده از قالب هایی که قابلیت تهویه بهتر دارند، استفاده کرد.
حفرات انقباضی:
حفرات انقباضی به دلیل کاهش حجم فلزات در اثر انجماد و تبدیل مذاب به جامد به وجود می آیند. زمانی که فلز مذاب شروع به سرد شدن و انجماد می کند، حجم آن کاهش می یابد و این کاهش حجم می تواند در صورت عدم استفاده از تغذیه مناسب یا سیستم راهگاهی نامناسب منجر به ایجاد حفرات در قطعه ریختگی شود. همچنین حفرات انقباضی که بر روی سطح قطعه ظاهر می شوند، عمدتاً به دلیل افزایش بیش از حد سطح و یا ضخامت های غیر یکنواخت در مقاطع مختلف قطعه هستند. در این مواقع، هنگام انجماد فلز، به دلیل انقباض مذاب، فضای خالی ایجاد می شود که این فضاها به صورت حفرات در سطح قطعه ظاهر می شوند.
ویژگی های حفرات انقباضی:
- علت: این حفرات در اثر انقباض فلزات هنگام انجماد به وجود می آیند. زمانی که فلز سرد می شود و حجم آن کاهش می یابد، اگر نتوان تغذیه کافی به قطعه داد، فضای خالی یا حفرات ایجاد می شود.
- حفرات در سطح قطعه:
- این حفرات اغلب به دلیل افزایش بیش از حد سطح در فرآیند ریخته گری به وجود می آیند. در این حالت، هنگامی که مذاب در حال انجماد است، انقباض آن نمی تواند به راحتی جبران شود و در سطح قطعه حفرات ایجاد می کند.
- حفرات درون قطعه:
- این نوع حفرات بیشتر در اثر اختلاف ضخامت های غیر یکنواخت در قطعه به وجود می آید. در قسمت های ضخیم تر، انجماد به تأخیر می افتد و به دلیل انقباض مذاب، حفرات در این نواحی ظاهر می شود.
- انواع:
- آلیاژهای با انقباضات پراكنده (مانند آلومینیوم) : در این نوع آلیاژها، حفرات انقباضی به صورت پراکنده در سطح مقطع قطعه ظاهر می شوند. این حفرات ریز و با سطح غیر دور و خشن هستند و بر روی سطح قطعه ایجاد می شوند.
- آلیاژهای بدون انقباضات پراكنده: در این آلیاژها، حفرات انقباضی به صورت حفرات بزرگتر که سطح داخلی آن ها هموار نیست، ظاهر می شوند. این حفرات معمولاً در زیر سطح قطعه یا در درون قطعه که مذاب به طور کافی به آنجا نرسیده است، تشکیل می شوند.
- علل بروز:
- عدم تغذیه مناسب: اگر از سیستم تغذیه مناسب استفاده نشود و مذاب نتواند به اندازه کافی در قطعه جریان یابد تا حجم کاهش یافته را جبران کند، حفرات انقباضی به وجود می آید.
- سیستم راهگاهی نامناسب: استفاده از راهگاه های نامناسب یا ناکافی که نتوانند مذاب را به درستی به قسمت های مختلف قطعه هدایت کنند، موجب ایجاد حفرات انقباضی می شود. همچنین اگر راهگاه ها نتوانند به خوبی تغذیه شوند، این حفرات در قطعه دیده خواهند شد.
راهکارها برای جلوگیری از حفرات انقباضی:
- کنترل دما به طوری که در فرآیند انجماد، قطعه به طور یکنواخت سرد شود.
- استفاده از تغذیه مناسب:
- با بکارگیری سیستم تغذیه مناسب و اصلاح آن، می توان این حفرات را به داخل تغذیه کشاند تا با افزایش حجم مذاب، انقباض جبران شود. این عمل می تواند باعث کاهش تعداد و اندازه حفرات انقباضی شود.
- اصلاح ضخامت ديواره ها:
- در طراحی قطعه، ضخامت ديواره ها باید به طور یکنواخت طراحی شود تا فرآیند انجماد در تمامی بخش ها به طور یکسان صورت گیرد. اصلاح ضخامت در بخش هایی که به دلیل ضخامت زیاد بیشتر در معرض انقباض قرار دارند، از ایجاد حفرات در این نواحی جلوگیری می کند.
- اصلاح طراحی سیستم راهگاهی:
- اصلاح طراحی سیستم راهگاهی و محل آن می تواند باعث بهبود تغذیه مذاب به قطعه شود. این اصلاحات می تواند جریان مذاب را در قسمت هایی که نیاز به تغذیه دارند، بهبود بخشیده و از ایجاد حفرات انقباضی جلوگیری کند. طراحی صحیح راهگاه ها و سیستم راهگاهی وانتقال مذاب به تمام قسمت های قالب بایستی به خوبی صورت گیرد.
- استفاده از ماسه مناسب:
- استفاده از ماسه های ریزتر در قالب ها می تواند از ایجاد حفرات ریز سطحی جلوگیری کند. ماسه های درشت ممکن است باعث تشکیل حفرات بر سطح قطعه شوند و سطح قطعه را زبر یا “سنگ پایی” کنند.
این حفرات می توانند بر خواص مکانیکی قطعه تأثیر بگذارند و باعث کاهش کیفیت قطعه ریختگی شوند. حفرات انقباضی یکی از مشکلات رایج در ریخته گری هستند که می توانند تأثیر منفی بر کیفیت و استحکام قطعات ریختگی داشته باشند. با به کارگیری روش های مناسب مانند اصلاح طراحی قطعه، استفاده از تغذیه مناسب و بهبود سیستم راهگاهی، می توان این مشکلات را کاهش داد و قطعات با کیفیت بالاتری تولید کرد.
تیم مهندسی آوانگارد با بیش از 20 سال تجربه در طراحی و فناوری ریخته گری، به صورت تخصصی در تولید شیرآلات صنعتی برای صنایع نفت و گاز و همچنین ساخت انواع قطعات سنگ شکن با برخورداری از بهترین مواد اولیه ریخته گری فعالیت دارد. این مجموعه با بهره گیری از دانش فنی و تجهیزات پیشرفته، قطعات مختلفی از جمله قطعات سنگ شکن فکی، قطعات سنگ شکن هیدروکن، قطعات سنگ شکن ضربه ای ، قطعات ماسه ساز و سایر قطعات مورد استفاده در صنعت سنگ شکن و راه سازی را با بالاترین کیفیت تولید می کند.
جهت برخورداری از خدمات آوانگارد و دریافت مشاوره تخصصی و سفارش قطعات ریخته گری در انواع آلیاژهای آهنی و غیرآهنی، هم اکنون با کارشناسان فروش آوانگارد تماس بگیرید یا به وب سایت رسمی آوانگارد به نشانی Avangardholding.com مراجعه نمایید.
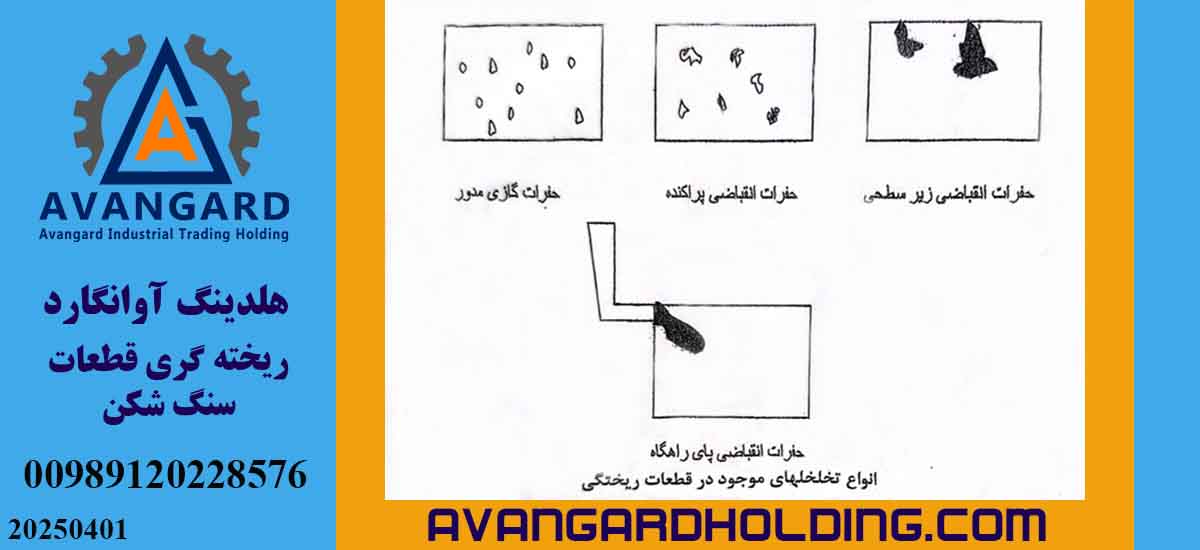
زبری سطح در قطعات ریختگی:
زبری سطح یکی از معایب رایج در قطعات ریختگی است که معمولاً به دلیل مشکلات در فرآیند قالب گیری و استفاده از مواد نامناسب به وجود می آید. این عیب می تواند بر ظاهر قطعه تأثیر گذاشته و مشکلاتی در مرحله تکمیل سطح یا عملیات بعدی ایجاد کند.
دلایل ایجاد زبری سطح:
- استفاده از ماسه با نقطه ذوب پایین:
- زمانی که از ماسه هایی با نقطه ذوب پایین برای ریختگری فلزاتی با نقطه ذوب بالا استفاده می شود، احتمال حضور زبری سطح افزایش می یابد. در این شرایط، ماسه در معرض حرارت بالا قرار می گیرد و شروع به سوزاندن یا سوختن می کند. این پدیده می تواند باعث تغییر شکل ماسه و ایجاد سطوح زبر و ناهموار در قطعه ریختگی شود.
- ماسه سوزی:
- ماسه سوزی به پدیده ای اطلاق می شود که در آن ماسه قالب به دلیل دمای بالای مذاب و واکنش های شیمیایی در فرآیند ریخته گری آسیب می بیند. این آسیب باعث می شود که ماسه به سطح قطعه منتقل شود و زبری سطح ایجاد کند.
روش های کاهش زبری سطح:
- انتخاب ماسه با نقطه ذوب مناسب:
- استفاده از ماسه های با نقطه ذوب بالا برای فلزات با نقطه ذوب بالا می تواند از ماسه سوزی جلوگیری کند و زبری سطح را کاهش دهد. ماسه های خاصی مانند ماسه های سیلیسی با کیفیت بالا برای این کار مناسب هستند.
- بهبود فرآیند قالب گیری:
- استفاده از تکنیک های صحیح قالب گیری و کنترل دقیق دما می تواند از ایجاد زبری سطح جلوگیری کند. قالب ها باید به طور صحیح آماده و استفاده شوند تا از انتقال ماسه به سطح قطعه جلوگیری شود.
- استفاده از پوشش های ضد سوزش:
- استفاده از پوشش های ضد سوزش یا پوشان قالب ریخته گری برای ماسه ها می تواند کمک کند تا از آسیب دیدن ماسه ها در دمای بالا جلوگیری شود. این پوشش ها به طور مؤثر ماسه را از سوزاندن و آسیب دیدن محافظت می کنند.
در مجموع زبری سطح ناشی از ماسه سوزی و استفاده از ماسه های نامناسب می تواند بر کیفیت و ظاهر قطعات ریختگی تأثیر منفی بگذارد. با انتخاب درست مواد اولیه و بهبود فرآیند قالب گیری، می توان این مشکل را به حداقل رساند و کیفیت قطعات تولیدی را افزایش داد.
ناپیوستگی ها (سرد جوشی)
ناپیوستگی ها یا “سربه سر شدن” یکی از معایب رایج در فرآیند ریخته گری است که در اثر عدم پر شدن کامل قالب یا عدم رسیدن مذاب به تمام بخش های قالب به وجود می آید. این عیب معمولاً به دلیل دمای پایین مذاب یا سیالیت کم آن رخ می دهد. این مشکل می تواند منجر به نقص های ساختاری و ضعف های مکانیکی در قطعه ریختگی شود.
دلایل ایجاد ناپیوستگی ها:
- دمای پایین مذاب:
- وقتی که دمای مذاب به اندازه کافی بالا نباشد، مذاب ممکن است نتواند به خوبی به تمام نقاط قالب جریان یابد. این امر می تواند منجر به عدم پر شدن کامل قالب و در نتیجه ناپیوستگی ها شود.
- سیالیت کم مذاب:
- اگر مذاب سیالیت کافی نداشته باشد، به سختی می تواند به تمام قسمت های قالب وارد شود و موجب نرسیدن مذاب به بخش های دور از راهگاه ها می شود. این مشکل به ویژه در ریخته گری فلزات با نقطه ذوب بالا مشاهده می شود.
روش های رفع ناپیوستگی ها:
- افزایش درجه حرارت مذاب:
- یکی از راه حل های اساسی برای رفع این مشکل، افزایش دمای مذاب است. با بالا بردن دما، سیالیت مذاب افزایش می یابد و این امر باعث می شود که مذاب به راحتی به تمامی قسمت های قالب برسد و قالب به طور کامل پر شود.
- اصلاح سیستم راهگاهی:
- بهبود طراحی و محل سیستم راهگاهی می تواند جریان مذاب را بهینه سازی کند. تغییر محل تغذیه ها و راهگاه ها یا استفاده از چندین راهگاه فرعی می تواند کمک کند تا مذاب به طور یکنواخت تر به قالب برسد و ناپیوستگی ها کاهش یابد.
- افزایش سیالیت مذاب با افزودن عناصر آلیاژی:
- در برخی مواقع، می توان با افزودن عناصر آلیاژی خاص به مذاب، سیالیت آن را افزایش داد. این افزودنی ها به خصوص در فلزاتی مانند آلومینیوم یا مس کاربرد دارند و باعث می شوند که مذاب به راحتی جریان یابد و تمامی قسمت های قالب پر شود.
در کل ناپیوستگی ها یکی از مشکلات رایج در ریخته گری هستند که به دلیل عدم رسیدن مذاب به تمام نقاط قالب ایجاد می شوند. با افزایش دما، بهبود طراحی سیستم راهگاهی و استفاده از افزودنی های مناسب می توان از بروز این مشکل جلوگیری کرد و کیفیت قطعات تولیدی را بهبود بخشید.
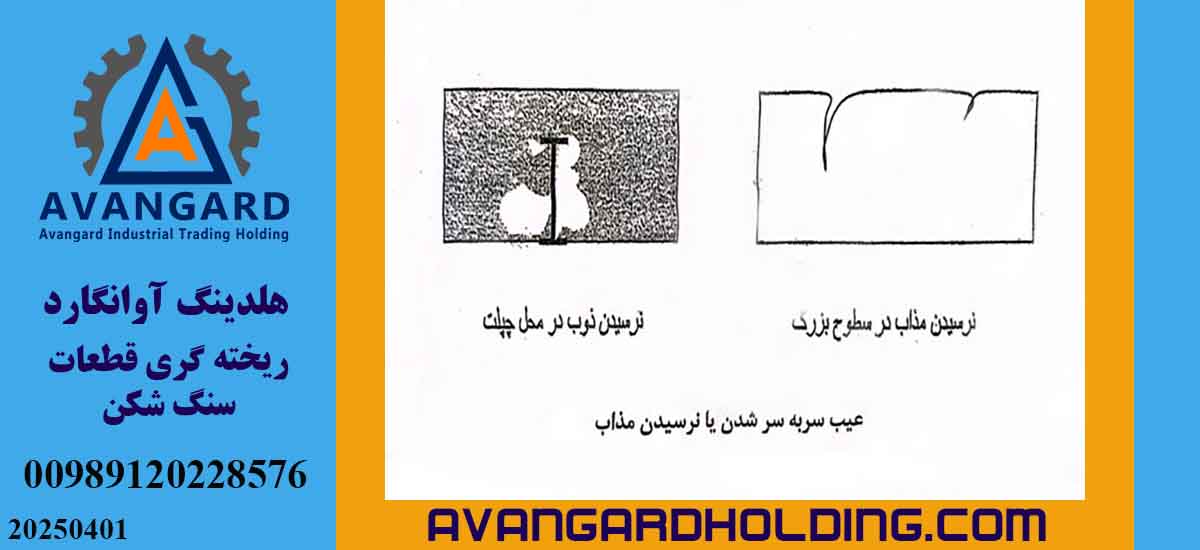
تشکیل آخال
آخال ها (Inclusions) ترکیبات جامد یا خمیری هستند که در درون مذاب تشکیل می شوند و جنس آن ها از جنس خود مذاب نبوده و در اثر واکنش های مختلف با مواد موجود در مذاب ایجاد می شوند. این ترکیبات می توانند به عنوان جوانه های اولیه برای تشکیل کریستال ها در داخل مذاب عمل کنند، ولی به دلیل ضعف پیوستگی با اتم های فلز مذاب، معمولاً به عنوان عیب در نظر گرفته می شوند.
انواع آخال ها:
- آخال های فلزی:
- آخال های فلزی معمولاً به دلیل واکنش های ناخالصی ها درون مذاب ایجاد می شوند. برای مثال، در فولادها می توان سولفیدها یا فسفیدها را به عنوان آخال های فلزی مشاهده کرد. این آخال ها به ویژه زمانی که در مقادیر زیاد حضور دارند، خواص مکانیکی فلز را به شدت تضعیف می کنند. آخال های فلزی در نتیجه واکنش های شیمیایی بین عناصر مختلف مذاب با ناخالصی ها در مذاب تشکیل می شوند.
- آخال های غیر فلزی:
- آخال های غیر فلزی معمولاً حاصل واکنش مذاب با گازها هستند و معمولاً بر روی سطح مذاب جمع می شوند. یکی از رایج ترین نمونه های آخال غیر فلزی، سرباره ها هستند که به عنوان نتیجه واکنش فلزات با گازهای موجود در محیط تشکیل می شوند.
- در برخی موارد، آخال های غیر فلزی می توانند به دلیل نفوذ ذرات ماسه از قالب به درون مذاب ایجاد شوند. این آخال ها معمولاً به صورت ذرات ریز در داخل قطعه ریختگی مشاهده می شوند.
اثرات آخال ها بر کیفیت قطعات:
آخال ها به دلیل اینکه پیوستگی ضعیفی با فلز مذاب دارند، به عنوان عیوب در قطعات ریختگی محسوب می شوند. این آخال ها می توانند باعث مشکلات مختلفی مانند کاهش استحکام و دوام قطعات، ایجاد نواحی ضعیف در قطعه و کاهش کیفیت سطحی شوند. در بسیاری از صنایع، وجود آخال ها می تواند تأثیر منفی بر کاربرد قطعه در شرایط بحرانی مانند بارهای مکانیکی و دماهای بالا داشته باشد.
روش های جلوگیری از تشکیل آخال:
برای جلوگیری از تشکیل آخال ها یا کاهش تعداد آن ها، می توان از روش های مختلفی استفاده کرد:
- کنترل ترکیب شیمیایی مذاب: استفاده از مواد خام با کیفیت بهتر و حذف ناخالصی ها از مذاب می تواند به کاهش تشکیل آخال ها کمک کند.
- کنترل گازهای محیطی: استفاده از گازهای کنترل شده و کاهش تماس مذاب با گازهای هوا می تواند مانع از تشکیل آخال های غیر فلزی شود.
- استفاده از تکنیک های بهبود کیفیت ریخته گری: روش هایی مانند استفاده از قالب های دقیق، تغییر در شرایط انجماد و بهبود طراحی راهگاه ها می تواند به کاهش تشکیل آخال ها کمک کند.
در نتیجه، تشکیل آخال ها به عنوان یکی از معایب رایج در فرآیند ریخته گری شناخته می شود که باید در حین فرآیند تولید قطعات ریختگی به طور جدی مورد توجه قرار گیرد تا از تأثیرات منفی آن جلوگیری شود.
تیم مهندسی آوانگارد، با بیش از دو دهه تجربه و بهره گیری از تیم حرفه ای، در تولید قطعات ریخته گری با استفاده از فروآلیاژ های باکیفیت بالا پیشگام است. این مجموعه از آلیاژهای پیشرفته ای مانند فروکروم، فروسیلیسیم، فرومنگنز، وانادیوم، مس، مولیبدن، نیکل، تنگستن، گرافیت، منیزیم و تیتانیوم در فرآیند تولید بهره می برد.
همچنین، آوانگارد بعنوان بهترین ریخته گری با برخورداری از خط تولید ریخته گری مجهز به جدیدترین استانداردهای جهانی، قطعاتی با بالاترین سطح کیفی را تولید کرده و نیاز صنایع ایران و کشورهای آسیایی و اروپایی را تأمین می کند.
ترکیدگی در قطعات ریختگی:
ترکیدگی در قطعات ریختگی به نوعی از عیوب درون قطعه اشاره دارد که می تواند به دلایل مختلفی مانند تنش های داخلی، شرایط انجماد نامناسب، یا رفتار فلز در دماهای پایین رخ دهد. ترک های موجود در قطعات ریختگی به دو نوع اصلی ترک گرم و ترک سرد تقسیم می شوند:
1. ترک های گرم (Crack due to internal stresses):
- این نوع ترک ها ناشی از تنش های داخلی هستند که پس از انجماد فلز به وجود می آیند. هنگامی که قطعه به دماهای پایین تر می رسد، تنش هایی در داخل قطعه ایجاد می شود که باعث ترک خوردگی آن می شود.
- سطح مقطع ترک های گرم معمولاً اکسید شده است، زیرا این ترک ها در دماهای بالا یا در فرآیندهای انجماد داغ شکل می گیرند و معمولاً در معرض اکسیژن قرار می گیرند.
- ترک های گرم به ترک هایی گفته می شود که معمولاً در نقاطی از قطعه ریختگی ظاهر می شوند که تمركز تنش در آنها بیشتر است، مانند نقاط تیز ، جایی که تماس با قالب وجود دارد یا محل های اختلاف ضخامت شدید.
این ترک ها معمولاً در اثر تنش های انقباضی ایجاد می شوند که در زمان سرد شدن قطعه رخ می دهند. فرآیند انجماد فلز باعث ایجاد انقباض می شود، و اگر تنش های داخلی بیش از حد زیاد باشند، این تنش ها می توانند منجر به ترکیدگی شوند.
علل ایجاد ترک های گرم:
- تمركز تنش:
- این نوع ترک ها در نقاطی از قطعه که تنش ها بیشتر متمرکز هستند (نقاطی مانند نقاط تیز یا در محل های اختلاف ضخامت) ایجاد می شود. در این نواحی، مواد بیشتر در معرض تغییرات تنش قرار دارند که باعث ایجاد ترک می شود.
- انقباض در اثر سرد شدن:
- با سرد شدن و انجماد فلز، کاهش حجم اتفاق می افتد و این تغییرات می تواند باعث ایجاد تنش های انقباضی شود. اگر این تنش ها از حد تحمل مواد عبور کنند، منجر به ترک های گرم می شود.
- مقاومت مواد قالب و ماهیچه در برابر انقباض:
- گاهی اوقات، ترک های گرم در اثر مقاومت مواد قالب یا ماهیچه در برابر انقباض قطعه ایجاد می شود. این اتفاق ممکن است زمانی رخ دهد که از مواد سخت برای ماهیچه سازی یا ساخت قالب ها استفاده شود. مواد سخت ممکن است در برابر تغییرات انقباض مقاوم باشند و از این رو فشار به قطعه وارد کرده و باعث ترک خوردن آن شوند.
نحوه پیشگیری از ترک های گرم:
- کنترل تنش ها: طراحی مناسب قطعه و قالب به گونه ای که تنش ها به صورت یکنواخت توزیع شوند و از ایجاد نقاط تمركز تنش جلوگیری شود، می تواند از ایجاد ترک های گرم پیشگیری کند.
- استفاده از مواد مناسب: انتخاب مواد با ویژگی های مناسب برای ماهیچه سازی و قالب سازی که توانایی تحمل انقباضات را دارند و در برابر تغییرات دما مقاوم هستند، از ایجاد ترک های گرم جلوگیری خواهد کرد.
- کنترل فرآیند انجماد: فرآیند انجماد باید به گونه ای تنظیم شود که تنش های انقباضی کنترل شود. این امر می تواند با تنظیم دما و استفاده از تغذیه مناسب برای قطعه حاصل شود.
در نهایت، ترک های گرم یکی از معایب عمده در ریخته گری هستند که در اثر تغییرات دما و تنش های داخلی قطعه به وجود می آیند، و باید در طراحی و فرآیند تولید قطعات به دقت کنترل شوند.
2. ترک های سرد (Cold cracks):
ترک های سرد به ترک هایی گفته می شود که پس از انجماد فلز، در دماهای پایین تر و در اثر تنش های داخلی ایجاد می شوند. این ترک ها برخلاف ترک های گرم، سطح شکست آن ها اکسید نشده و بیشتر در اثر تنش های کششی به وجود می آیند.
- این نوع ترک ها به طور معمول در دماهای پایین تر رخ می دهند و سطح آنها به طور معمول اکسید نشده است. ترک های سرد در هنگام سرد شدن سریع و ایجاد تنش های غیر منتظره در دماهای پایین به وجود می آیند.
- ترک های سرد می توانند در نتیجه سرعت زیاد انجماد یا پیوستگی ضعیف در ساختار فلز ایجاد شوند.
انواع ترک های سرد:
- پارگی سرد Hot Tear یا Cold Tear
- ترک هایی که گوشه های چهارگوش دارند و معمولاً در مناطقی ایجاد می شوند که در حین سرد شدن تحت تنش های کششی قرار دارند.
- این ترک ها ناشی از عدم انقباض یکنواخت قطعه در هنگام سرد شدن هستند و در مناطقی که ضخامت تغییرات ناگهانی دارد یا جایی که تنش های داخلی زیاد است، بیشتر دیده می شوند.
- ترک تند سرمایی (Quenching Crack)
- این نوع ترک در اثر سرد شدن سریع قطعه پس از انجماد ایجاد می شود.
- زمانی که قطعه به سرعت سرد شود، به دلیل اختلاف دمای زیاد بین بخش های مختلف آن، تنش های داخلی شدیدی ایجاد می شود که باعث ترک خوردگی می شود.
- ترک های تند سرمایی گاهی حتی بعد از اتمام انجماد نیز ممکن است ظاهر شوند، و در این صورت، ماهیتی مشابه ترک های گرم پیدا می کنند.
عوامل ایجاد ترک های سرد:
- تنش های کششی بیش از حد در هنگام سرد شدن
- اختلاف دمای زیاد در بخش های مختلف قطعه
- سرد شدن بیش از حد سریع ، مثلاً به دلیل استفاده از ماسه با رسانایی گرمایی بالا یا سرمایش ناگهانی
- عدم طراحی مناسب ضخامت های قطعه که باعث تمرکز تنش در برخی نواحی می شود
راه های پیشگیری از ترک های سرد
- تنظیم سرعت سرد شدن: کنترل فرآیند خنک سازی و جلوگیری از سرد شدن ناگهانی قطعه
- طراحی بهینه قطعه: اجتناب از تغییرات ناگهانی ضخامت که می تواند تنش های حرارتی ایجاد کند
- بهبود سیستم راهگاهی و تغذیه: استفاده از تغذیه های مناسب برای کاهش اختلاف دمایی در بخش های مختلف
- کنترل ترکیب شیمیایی مذاب: استفاده از آلیاژهایی با رفتار انقباضی مناسب و کاهش ناخالصی هایی که تنش های داخلی را افزایش می دهند.
در نتیجه، ترک های سرد ناشی از تنش های کششی و سرد شدن سریع هستند و می توان با کنترل مناسب فرآیند ریخته گری و طراحی دقیق از بروز آن ها جلوگیری کرد.
علت های ایجاد ترکیدگی در قطعات ریختگی:
- تنش های داخلی: این تنش ها در اثر انجماد ناهمگون و تغییرات سریع دما در قطعه ایجاد می شوند. به ویژه در قطعات با ضخامت های مختلف یا ساختارهای پیچیده، ممکن است تنش های زیادی ایجاد شود که باعث ترکیدگی در داخل قطعه شوند.
- شرایط انجماد نامناسب: هنگامی که مذاب به طور نامناسب در قالب قرار می گیرد و یا سرعت انجماد بیش از حد سریع است، می تواند موجب ایجاد تنش های زیاد و ترک در قطعه شود.
- عدم کنترل دمای صحیح: دماهای غیرمناسب می توانند باعث ایجاد ترک های سرد یا گرم شوند، زیرا تغییرات دمایی ناگهانی باعث ایجاد تنش های داخلی در قطعه می شود.
جلوگیری از ترکیدگی:
برای کاهش احتمال ایجاد ترکیدگی در قطعات ریختگی، می توان از چندین روش استفاده کرد:
- کنترل دما و سرعت انجماد: استفاده از روش های مناسب برای کنترل دمای مذاب و سرعت انجماد در طول فرآیند ریخته گری می تواند از ایجاد تنش های داخلی و ترکیدگی جلوگیری کند.
- طراحی مناسب قالب: طراحی قالب هایی که انجماد یکنواخت تری ایجاد کنند و تنش های کمتری در قطعه ایجاد نمایند، می تواند به کاهش این عیب کمک کند.
- استفاده از مواد و آلیاژهای مناسب: انتخاب آلیاژهای مناسب که کمتر در معرض ترکیدگی قرار گیرند می تواند از بروز این مشکل جلوگیری کند.
در نهایت، ترکیدگی در قطعات ریختگی به عنوان یک عیب قابل توجه در فرآیند تولید است که باید در هنگام طراحی و تولید قطعات به طور دقیق کنترل شود.
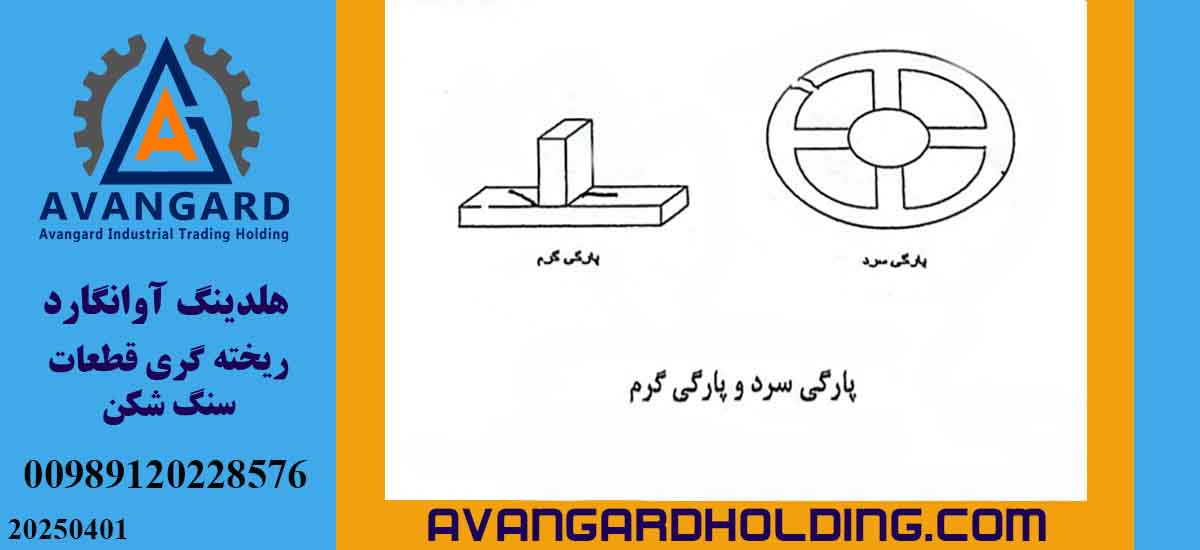
جمع بندی مقاله “ریخته گری چیست”
ریخته گری یکی از مهم ترین روش های تولید قطعات صنعتی است که در صنایع مختلف از جمله صنایع شن و ماسه، صنایع ماشین و قالب، خودروسازی، نفت و گاز، پتروشیمی، نیروگاه ها، صنایع فولاد و صنایع دریایی کاربرد گسترده ای دارد. این فرآیند امکان تولید قطعاتی با شکل های پیچیده و خواص مکانیکی مطلوب را فراهم می کند و به عنوان یکی از قدیمی ترین و در عین حال پیشرفته ترین روش های تولید، نقش کلیدی در توسعه صنعتی ایفا می کند.
در حوزه تجهیزات معادن شن و ماسه، بسیاری از قطعات حیاتی مانند لوازم یدکی سنگ شکن، قطعات سنگ شکن کوبیت، سرند، نوار نقاله و قطعات ناخن و زیربندی از طریق روش های مختلف ریخته گری تولید می شوند. علاوه بر این، در صنایع خودروسازی و ماشین آلات سنگین، قطعات موتور، سیستم های انتقال قدرت و بدنه های فلزی نیز به کمک این فناوری ساخته می شوند. همچنین، برای افزایش مقاومت و طول عمر قطعات، فرآیندهای عملیات حرارتی روی آن ها انجام می شود تا در برابر فشار و سایش بالا دوام بیشتری داشته باشند.
ریخته گری با توجه به نقش کلیدی خود در تولید قطعات صنعتی، سهم مهمی در توسعه و بهینه سازی دستگاه سنگ شکن، ماشین آلات صنعتی، تجهیزات پالایشگاهی و قطعات پیچیده مورد استفاده در صنایع پیشرفته دارد.
هلدینگ بازرگانی صنعتی آوانگارد با سال ها تجربه و برخورداری از تیم مهندسی متخصص و فارغ التحصیل از دانشگاه های برتر ایران و کانادا، آماده ارائه خدمات ساخت مدل و تولید کلیه قطعات ریخته گری در آلیاژهای آهنی و غیرآهنی است. جهت سفارش و دریافت مشاوره تخصصی، همین حالا با تیم آوانگارد تماس بگیرید.
می توانید پادکست (مقاله صوتی) مقاله را نیز گوش کنید، همچنین فایل پاور پوینت مقاله نیز قابل دانلود است.
شرکت هلدینگ بازرگانی صنعتی آوانگارد
شماره تماس: 00989120228576
وب سایت: Avangardholding.com




38 دیدگاه در “ریخته گری چیست؟”
عالی
استفاده کردیم ممنون
ریخته گری چدن نشکن GGG40 کیلویی چنده
درود وقت بخیر
لطفا برای استعلام به روز قیمت ها با کارشناسان ما تماس بگیرید.
در اراک، من از طریق هلدینگ بازرگانی صنعتی اوانگارد اقدام به خرید دستورالعمل مراحل ریخته گری کردم؛ آیا کسی تجربه مشابهی دارد؟ با تشکر
اخیراً ، به تولید ریخته گری قطعات چدنی خودرو از هلدینگ اوانگارد پرداختم؛ تجربه خوبی بود
درود وقت بخیر
با تشکر از نظر شما
ریخته گری کوبشی انجام میدین
درود وقت بخیر
بله جناب لطفا برای اطلاعات بیشتر با کارشناسان ما تماس بگیرید.
پس از بررسی ریخته گری آلومینیوم در قالب فلزی در تبریز، از هلدینگ بازرگانی صنعتی اوانگارد به جهت تولید آن استفاده کردم؛ خیلی عالی بود. ممنون از شما فرزاد
درود وقت بخیر
سپاس از همراهی شما
خدمات ریخته گری دقیق در قزوین از طریق هلدینگ اوانگارد انجام شد؛ من به فروش آن اقدام کردم و تجربه مثبتی داشتم.
درود وقت بخیر
رضایت شما اولویت ماست
آیا کسی ریخته گری گریز از مرکز را از هلدینگ بازرگانی صنعتی اوانگارد انجام داده
خدمات ریخته گری پیوسته در آوانگارد ارائه می شود
درود وقت بخیر
بله جناب لطفا برای اطلاعات بیشتر با کارشناسان ما تماس بگیرید.
جهت ریخته گری ریژه در کرمان از آوانگارد تهیه شد؛ من به ساخت آن اقدام کردم و کیفیتش را تحسین می کنم. با تشکر امیر از کرمان
درود وقت بخیر
سپاس از لطف شما
دستگاه ریخته گری طلا موجوده؟
درود وقت بخیر
لطفا برای دریافت اطلاعات و مشاوره تخصصی با همکاران ما تماس بگیرید.
در تهران، ریخته گری آلومینیوم خشک از طریق اوانگارد سنگ شکن عرضه شد؛ من به خرید آن پرداختم و بسیار راضی بودم. ممنون از شما حسین
درود وقت بخیر
با تشکر از لطف شما
ریخته گری دقیق آلومینیوم در شیراز توسط هلدینگ اوانگارد انجام شد؛ به تولید آن اقدام کردم با تشکر مهدی از شیراز
درود وقت بخیر
با تشکر از لطف شما
در تبریز، ریخته گری سانتریفیوژ از آوانگارد با قیمت مناسب ارائه می شود؛ سپاس از شما بهزاد از تبریز
درود وقت بخیر
با سپاس از نظر شما
ریخته گری شیشه کجا انجام میشه در تهران جایی رو می شناسید
درود وقت بخیر
لطفا برای دریافت اطلاعات و مشاوره تخصصی با همکاران ما تماس بگیرید.
ریژه ریخته گری در کرمان انجام میشه؟ کجا مراجعه کنم
درود وقت بخیر
لطفا برای دریافت اطلاعات و مشاوره تخصصی با همکاران ما تماس بگیرید.
ساخت بوته ریخته گری در مشهد از آوانگارد با فروش عالی همراه بود؛ ممنون از شما حمید از مشهد
درود وقت بخیر
با تشکر از همراهی شما
ماهیچه در ریخته گری را توضیح میدهید سعید هستم از دانشگاه مشهد
درود وقت بخیر
لطفا برای دریافت اطلاعات و مشاوره تخصصی با همکاران ما تماس بگیرید.
در ارومیه، مدل سازی ریخته گری از آوانگارد با کیفیت خوب و قیمت مناسب انجام شد
درود وقت بخیر
با تشکر از نظر شما
ماهیچه ریخته گری چیه
درود وقت بخیر
لطفا برای دریافت اطلاعات و مشاوره تخصصی با همکاران ما تماس بگیرید.